 Tel/WeChat:
Tel/WeChat:  Email:
Email: 
 Home
HomeTapped Hole vs Threaded Hole: What is the Difference Between

 Published:Nov 06,2023
Published:Nov 06,2023 
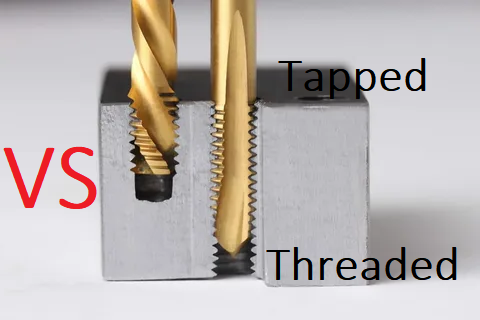
Looking to understand the difference between a tapped hole and a threaded hole? You've come to the right place! In this article, we'll explore these two terms in the context of CNC machining and shed light on their dissimilarities. By the end, you'll have a clear understanding of when to use each type and their respective advantages. So, let's dive in and unravel the mysteries of tapped holes and threaded holes!
What is a Tap Hole
A tapped hole is an essential component in the world of machining. It allows for the creation of internal threads on a workpiece, facilitating the insertion of screws, bolts, and other fasteners. To achieve this, tap tools, including bottoming taps and blind taps, are used to cut precise threads into the material. The tapping operation, carried out with threading drill bits, involves carefully aligning the tap with the hole and applying rotational force to create the threads. But wait, what exactly is a tapping drill?
Tapping Tools
Before delving into the intricacies of tap holes, let's briefly touch on the various thread tools used in the process. Thread tools, such as taps, come in different forms, including hand taps, machine taps, and spiral-pointed taps. Each type is designed to serve specific purposes, ensuring efficiency and accuracy during the tapping operation.
Tapping Process
The tapping process involves several crucial steps. First, a hole is drilled to create a path for the tap to follow. This preliminary drilling is known as a tapping drill. Once the hole is prepared, the tap is inserted, and rotational force is applied. As the tap moves deeper into the material, it cuts threads along the hole's inner walls, creating the desired internal thread.
What is a Tapping Drill?
A tapping drill is a specialized drill bit used to create a pilot hole for tapping. It is engineered to match the size and dimensions of the tap, ensuring precise thread creation. The tapping drill prepares the workpiece by removing excess material and providing a clear path for the tap to follow, resulting in accurately formed threads.
Tapping Hole Symbol
To convey the presence of a tapped hole in technical drawings and designs, engineers and machinists use specific symbols. The tapping hole symbol consists of a circle with internal lines indicating the direction and pitch of the threads. Understanding these symbols is crucial for clear communication between design and manufacturing teams.
Tapping Operation
The tapping operation requires careful attention to detail to achieve optimal results. Besides aligning the tap with the hole, it's important to apply consistent rotational force and use appropriate lubrication to reduce friction and extend tool life. By following proper tapping techniques, machinists can create high-quality threads efficiently.
Tap Screw Hole
The term "tap screw hole" refers to a hole that has been prepared for a screw with internal threads. By tapping a hole, you equip it with matching threads that allow for seamless insertion and tightening of a screw. This method ensures a secure and reliable fastening solution in various applications.
Bolt Holes Meaning
Bolt holes, on the other hand, refer to the holes designed to accommodate bolts. These holes can be threaded or unthreaded, depending on the specific requirements of the application. Bolt holes play a crucial role in structural integrity, ensuring that bolts can be securely fastened to hold components together.
Drill and tap size chart
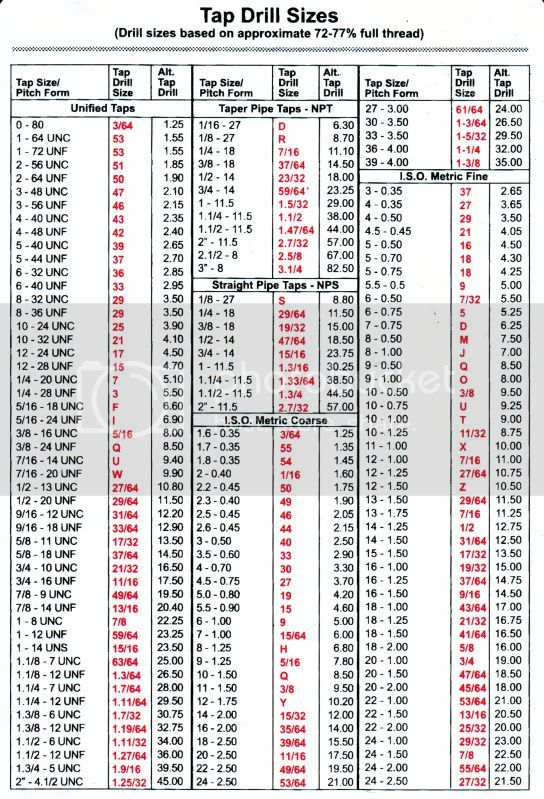
To aid in the selection of the appropriate tap size for a specific threaded hole, machinists often refer to a threaded hole chart. This chart provides valuable information about the required tap size based on the desired thread type and size. Consulting the threaded hole chart helps ensure precise thread creation and compatibility with the intended fasteners.
How to Tap a Hole in Metal
Tapping a hole in metal requires careful planning and execution. Here's a step-by-step guide to help you navigate through the process:
1. Choose the appropriate tap and tapping drill size based on your desired thread specifications.
2. Secure the workpiece and ensure it is firmly held in place.
3. Drill a pilot hole with the tapping drill, making sure the hole's diameter matches the tap size.
4. Apply appropriate cutting fluid or lubricant to minimize friction and prolong the tap's lifespan.
5. Align the tap with the hole and slowly begin rotating it clockwise.
6. Apply consistent and even pressure while rotating the tap, ensuring it remains perpendicular to the workpiece.
7. Periodically reverse the rotation to break chips and clear any debris.
8. Continue tapping until the desired thread depth is achieved.
9. Once complete, use a tap wrench to carefully remove the tap from the newly threaded hole.
10. Finally, clean the hole and inspect the threads for any irregularities.
What is a Threaded Hole
Moving on to threaded holes, let's explore their characteristics and applications. Unlike tapped holes that require the creation of threads, threaded holes are already pre-formed with internal threads. These holes serve as ready-to-use anchor points for attaching various components and fasteners.
Thread Tapping Tools
Threading drill bits are commonly used to create threaded holes. These specialized tools ensure precise thread formation within the workpiece. Tapping metal requires attention to detail during the threading process, where the threading drill bits cut the internal threads, allowing for secure fastening of bolts with internal threads.
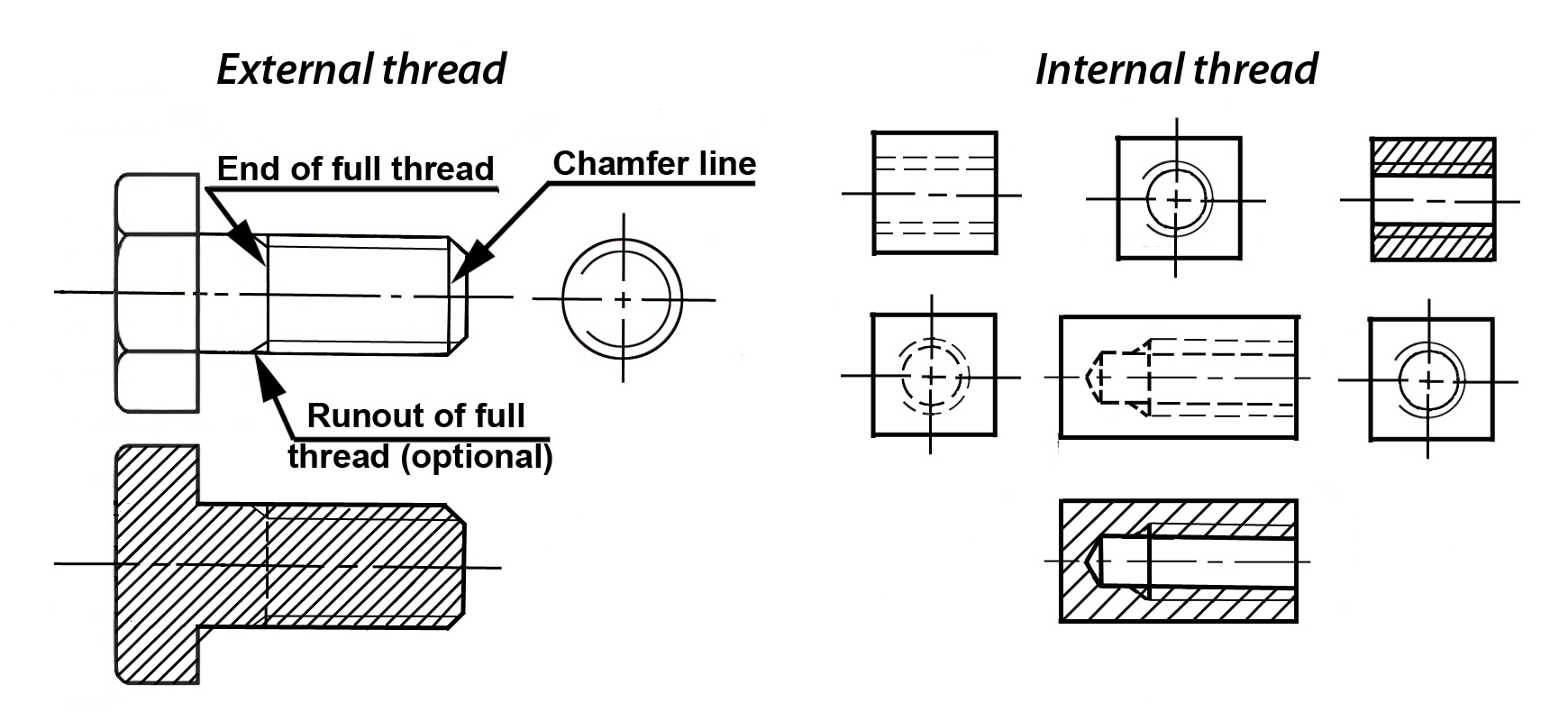
Bolt with Internal Thread and Metal Threading Tool
A bolt with an internal thread is a component that features threading on its interior, allowing it to be inserted into a threaded hole for secure fastening. Metal threading tools, including taps and dies, are utilized to create the internal threads in both tapped and threaded holes.
Threaded Hole Callout
To indicate the presence of threaded holes in technical drawings, engineers use specific callout symbols. These symbols provide information regarding the thread type, size, and other relevant details. Understanding threaded hole callouts is essential for accurate manufacturing and assembly of components.
Thread Hole Symbol
Similar to tapped holes, threaded holes also have their own unique symbols. These symbols consist of circles with internal lines indicating the presence of internal threads. By referencing these symbols, machinists and assemblers can easily identify the required threaded holes in a design or blueprint.
Threaded Hole Chart
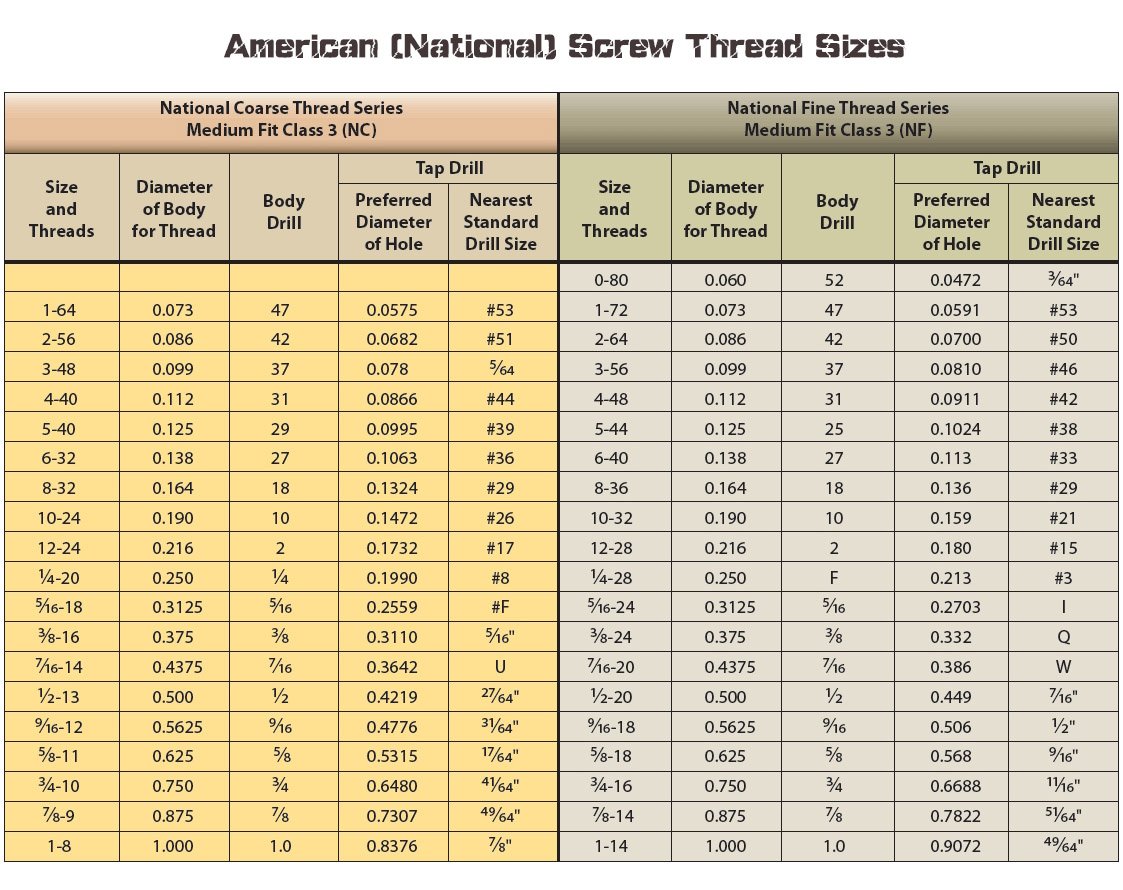
Just like tapped holes, threaded holes also rely on charts to determine the appropriate tap size. By consulting a threaded hole chart, machinists can select the correct tap size based on the desired thread type and size. This ensures compatibility with the intended fasteners and facilitates efficient manufacturing processes.
Threading in Machining
Threading is a common machining process used to create external or internal threads on various materials. It involves cutting or forming precise helical grooves along the surface of the workpiece. Threading can be performed using a range of methods, including tapping, thread milling, and thread turning, depending on the specific requirements of the project.
Difference Between Threading and Tapping
While both threading and tapping involve creating threads, they differ in their application and approach. Threading is primarily used to create external threads on bolts, screws, and other fasteners, while tapping focuses on creating internal threads within holes. Understanding this distinction is crucial when selecting the appropriate method for your machining needs.
Size and Dimensions
When comparing tapped holes and threaded holes, size and dimensions play a significant role. Tapped holes are typically smaller in size and require precise drilling and tapping operations to ensure thread accuracy. On the other hand, threaded holes can vary in size depending on the desired application. It's essential to consider the specific size requirements when deciding between the two options.
Usage
The usage of tapped holes and threaded holes varies depending on the application. Tapped holes are commonly found in scenarios where a secure and reliable fastening solution is required, such as assembling parts with screws or bolts. Threaded holes, on the other hand, serve as anchor points for attaching components and fasteners, providing versatility in various industries.
Strength and Load-Bearing Capacity
Strength and load-bearing capacity are critical factors to consider when choosing between tapped holes and threaded holes. Tapped holes, with their internal threads, provide increased strength and load-bearing capabilities compared to unthreaded holes. However, the load-bearing capacity can be further enhanced by using threaded inserts or helicoils in both tapped and threaded holes.
Compatibility with Fasteners
The compatibility of fasteners with tapped holes and threaded holes is an important aspect to consider during the design and manufacturing stages. Tapped holes are specifically created for use with screws and bolts that have internal threads. Threaded holes, on the other hand, provide versatility in accommodating a wider range of fasteners, including screws, bolts, and other threaded components.
Cost and Manufacturing
Cost and manufacturing considerations also come into play when deciding between tapped holes and threaded holes. Tapped holes require additional machining processes, such as drilling and tapping, which can increase production costs. Threaded holes, on the other hand, eliminate the need for these additional steps, potentially reducing manufacturing time and costs.
Pros and Cons of Tapped Hole vs Threaded Hole
Let's quickly summarize the pros and cons of tapped holes and threaded holes:
Tapped Hole
Provides secure and reliable fastening solutions.
Offers increased strength and load-bearing capacity.
Requires additional machining processes, potentially increasing production costs.
Threaded Hole
Provides versatility in accommodating a wide range of fasteners.
Eliminates the need for additional machining processes, potentially reducing manufacturing costs.
May have slightly lower load-bearing capacity compared to tapped holes.
When to Choose Tapped Hole or Threaded Hole in Machining
The choice between a tapped hole and a threaded hole in machining depends on several factors, including the size and type of the fastener being used, the material being machined, and the intended application of the component.
When to Choose a Tapped Hole
A tapped hole refers to a hole that has been drilled and then tapped with a tap to create internal threads. This is the most common method of creating threaded holes in machining. Tapped holes are typically used when:
- The size of the hole is relatively small and can accommodate a standard tap size.
- The material being machined is relatively soft and can be easily tapped.
- The fastener being used is a standard bolt or screw with external threads that can easily engage with the internal threads of the tapped hole.
Tapped holes are generally faster and more cost-effective to produce compared to threaded holes. They also offer good thread engagement and can withstand a reasonable amount of torque.
When to Choose a Threaded Hole
A threaded hole refers to a hole that has been machined with internal threads using a specialized tool, such as a thread mill or a thread chaser. Threaded holes are typically used when:
- The size of the hole is relatively large and cannot accommodate a standard tap size.
- The material being machined is relatively hard and cannot be easily tapped.
- The fastener being used is a specialized fastener with unique thread specifications that cannot be accommodated by a standard tap.
Threaded holes offer more flexibility in terms of thread size and specifications compared to tapped holes. They can be used to create custom or non-standard thread profiles, such as acme threads or metric threads. However, producing threaded holes can be more time-consuming and expensive compared to tapped holes.
In your custom machining service, the choice between a tapped hole and a threaded hole in machining depends on the specific requirements of the application. Tapped holes are generally faster and more cost-effective for standard fasteners in small to medium-sized holes, while threaded holes offer more flexibility for custom or non-standard fasteners in large-sized holes.
Extended Knowledge Points
Let's explore a couple of extended knowledge points related to tapped holes and threaded holes:
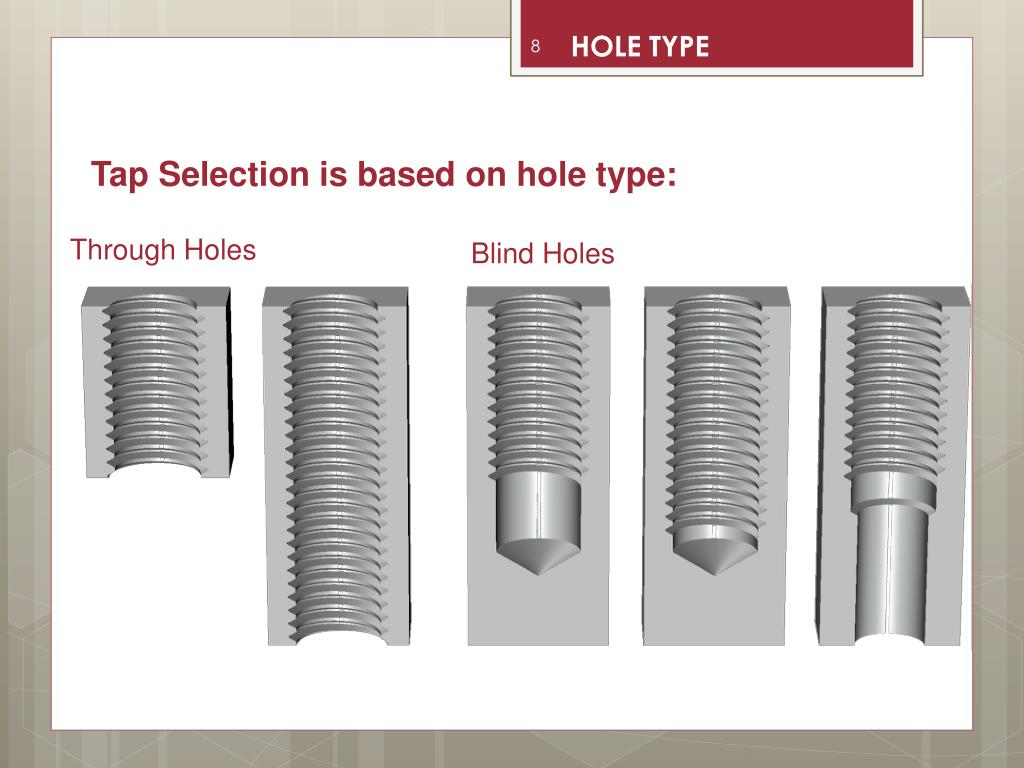
Blind Hole vs Through Hole
Blind holes and through holes offer different characteristics and applications. A blind hole is a hole that does not pass through the entire workpiece, while a through hole extends from one surface to the other. The choice between blind holes and through holes depends on the specific design requirements and the desired functionality of the assembly.
Taper vs Plug Tap
Taper taps and plug taps are two common types of taps used in the tapping process. A taper tap gradually tapers towards the end, making it ideal for starting a hole and creating threads with a more gradual transition. A plug tap, on the other hand, has a consistent diameter throughout its length, making it suitable for threading to the desired depth.
Protolabs External Threads
The tapping operation, which involves using a tap to create threads, requires careful execution. By utilizing the appropriate tapping drill and metal threading tools, you can ensure the success of the operation. The process of tapping metal involves aligning the tap with the hole, applying steady pressure, and rotating it clockwise to cut the threads. This tapping operation is crucial for achieving accurate and functional tap holes, especially when dealing with materials that require specific considerations, such as Protolabs external threads.
FAQs
Let's address some frequently asked questions related to tapped holes and threaded holes:
How to Tap a Screw Hole?
Tapping a screw hole involves the following steps:
1. Select the appropriate tap size based on the screw specifications.
2. Drill a pilot hole with a tapping drill matching the tap size.
3. Align the tap with the hole and apply rotational force to cut the threads.
4. Continue tapping until the desired thread depth is achieved.
5. Clean the newly threaded hole and ensure it is free of debris before inserting the screw.
How to Tap a Bolt Hole?
Tapping a bolt hole follows a similar process to tapping a screw hole. The key difference lies in selecting the tap size that matches the bolt specifications. It's important to carefully align the tap with the hole and apply consistent rotational force to create the required threads for the bolt.
How to Fix a Cross-Threaded Hole?
Fixing a cross-threaded hole can be challenging, but there are a few techniques you can try:
1. Back it out: If the cross-threading is minimal, carefully unscrew the fastener and realign it with the threads.
2. Use a thread chaser: Thread chasers are designed to clean up damaged threads. Gently run the chaser through the hole to restore the threads' integrity.
3. Use a helicoil: In more severe cases, a helicoil can be inserted into the damaged hole to provide new, intact threads for the fastener.
How to Determine Screw Size from Hole?
To determine the correct screw size based on a hole, you can utilize a thread gauge tool. Match the hole with various screw threads on the gauge until you find the best fit. Additionally, you can measure the hole's internal diameter and consult a screw size chart to identify the appropriate screw for your specific requirements.
Conclusion
Congratulations! You now have a comprehensive understanding of the difference between tapped holes and threaded holes. We explored their definitions, discussed the tapping and threading processes, and delved into various factors to consider when choosing between the two. Armed with this knowledge, you can confidently make decisions regarding hole preparation in your CNC machining projects. Remember, understanding the nuances of tapped holes and threaded holes empowers you to create reliable and secure connections in your designs.
Whether you choose a tapped hole or threaded hole, Tuofa is here to support your CNC machining needs with our expertise, experience, and commitment to quality.
 1018 vs 4140: What is the difference between?
1018 vs 4140: What is the difference between? 







