 Tel/WeChat:
Tel/WeChat:  Email:
Email: 
 Home
HomePlastic Welding Knowledge: 5 Ways & 7 Processes & 4 Mistakes

 Published:Dec 15,2022
Published:Dec 15,2022 
When it comes to welding, the first thing you think of may be the connection of metal parts. So how are the various plastic products seen in daily life welded? Tuofa CNC Machining will describes plastic welding from the aspects of plastic welding technology, plastic laser welding technology, plastic laser welding industry application and development trend.
In modern industrial manufacturing, plastic materials have been widely used in various fields. From daily necessities to scientific fields, plastics are inseparable. Plastics realize their use value by being manufactured into various products. Plastic welding is a permanent An efficient way to join plastic parts. Ultrasonic welding, laser welding, hot plate welding, friction welding, vibration welding, high frequency welding, etc. are widely used.
What is Plastic Welding?
Plastic welding is a plastic joining process based on a self-adhesive process. The principle of plastic welding is a phase transition from solid to liquid (melting or dissolving) followed by solidification at the joining interface.
The welding of thermoplastic parts is based on the diffusion of molecular chains. It requires high temperature, pressure and time to get a good mechanical connection. The polymer molecules in thermoplastics have a linear or branched structure, and the molecules are not cross-linked with each other, so they are prone to relative sliding. Therefore, the relative sliding or flow of polymer molecules can be made by using thermal energy and other media substances, continuous stress, etc. And realize the welding way.
Can All Kinds of Plastic Materials be Welded?
Can any kinds of plastic material be welded? Plastics are classified according to their physical and chemical properties into thermosetting plastics and thermoplastics.
Among them, thermosetting plastics have a chemical molecular structure and are generally formed at one time. As shown in the left picture above, the switch panel and the bowl for children are all made of thermosetting plastics. They have the characteristics of high temperature resistance, hard texture, difficult to melt, and will not soften after heating. Overheating will directly decompose.
The characteristics of another thermoplastic are obviously different. The above right picture is a thermoplastic plastic part, which softens or melts when heated, can be flow-formed, and can be heated repeatedly. So, not all plastic materials can be welded.
7 Types of Plastic Welding Processes
With the development of new material processing technology, plastic products have largely replaced traditional materials such as metal and ceramics because of their light weight, corrosion resistance, good insulation and excellent molding performance. The quality of the connection process of plastic parts is of great significance to the wide application of plastic products.
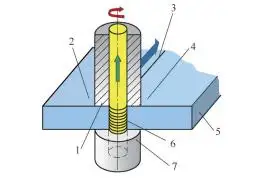
Ultrasonic welding
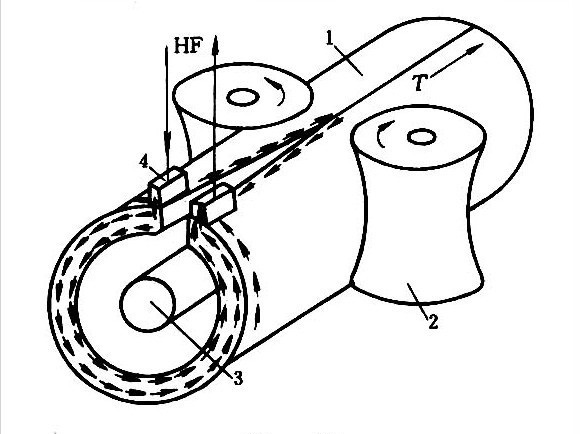
The principle of ultrasonic welding is shown in Figure 1. The vertical vibration of the welding material can produce ultrasonic longitudinal vibration, which causes stress in the pressurized plastic. When this stress exceeds the range of Hooke's law, the plastic itself will generate heat energy in addition to a slight change in deformation, and apply pressure on the contact surface of the two plastics, using ultrasonic high-speed vibration and friction to generate heat to soften the inside of the plastic and make it viscous. while welding. This kind of welding is even and reliable, with small deformation, good appearance and high benefit.
When the ultrasonic wave acts on the thermoplastic contact surface, tens of thousands of high-frequency vibrations per second will be generated. This kind of high-frequency vibration with a certain amplitude will transmit the ultrasonic energy to the welding area through the upper weldment. Since the welding area is two The acoustic resistance at the interface of two welds is large, so local high temperature will be generated. And because of the poor thermal conductivity of the plastic, it cannot be dissipated in time for a while, and it gathers in the welding area, causing the contact surface of the two plastics to melt rapidly, and after a certain pressure is added, it is fused into one.
When the ultrasonic wave stops working, let the pressure continue for a few seconds to make it solidify and form, thus forming a strong molecular chain to achieve the purpose of welding, and the welding strength can be close to the strength of the raw material. The characteristic of ultrasonic welding is that the heat is only concentrated in the welding part, and the weld seam is firm and beautiful. Regardless of the polarity of the plastic, almost all heated and melted plastic films can be welded by ultrasonic welding, especially suitable for welding rigid film materials. Ultrasonic welding is not limited by the pollution of the surface to be welded, the welding process is very fast, the welding time is less than 1s, and it is easy to automate.
Laser welding
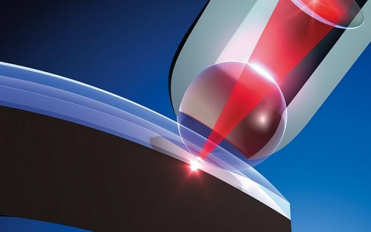
Laser welding has become popular as a means of welding plastic products. The laser welding method has the ability to weld thermoplastic parts of different absorption properties. Prior to welding, the joined parts are in contact with each other but are not under the applied pressure required by other welding methods.

Laser welding consists of short-wave, solid-state diodes or high-performance lasers that emit a laser beam that penetrates transparent parts and is transparent. The laser beam activates the surface of the absorbing material, which is absorbed by the part and converted into heat. The part that absorbs the laser beam is wetted, thereby increasing the thermal contact points (surfaces) between the two parts. The part that is effectively transparent to the laser is also heated and melted by absorbing the heat conduction of the part, eventually forming an instant penetration weld between the two parts. Use laser to weld two plastic parts, first clamp (press) the parts together, then use near-infrared laser NIR (wavelength 810-1064nm), transmit through the first part, and then be absorbed by the second part, so The absorbed near-infrared ray is lasered into heat energy, which melts the contact surfaces of the two components to form a welding zone. This welding method is able to create a weld seam that exceeds the strength of the raw material.
Hot plate welding
Hot plate welding, also known as heat seal welding, is one of the simplest plastic welding techniques. In the welding process, it is required to seal the two plastic parts into a whole. Generally, heat sealing machine is used for operation. The heat sealing machine is to use various external conditions (such as heating methods, etc.) to heat the joint surfaces of the two plastic parts to be welded separately, and the sealing parts will become viscous when heated, so that a layer of melting layer is formed on the joint surfaces, adding Press to make it bonded, and with the help of a certain pressure and time, the two plastics are fused together. After cooling, they have a certain strength and sealing performance, which ensures that they can withstand certain external forces during use after heat sealing without cracking or leakage. , To achieve the purpose of heat sealing.

Hot plate welding is mainly suitable for welding similar thermoplastics. The melting temperature of the same plastic is easy to control. It is easier to control the temperature of the heating plate to be consistent, which simplifies the difficulty of manufacturing the heating plate. When welding different types of plastics, the temperature between the two plastics There are different effects, which increase the difficulty of manufacturing and processing the heating plate, and the phenomenon of insufficient strength will also appear. During the welding process, fixtures, also known as heat-sealing molds, are generally required. The heat-sealing mold is mainly used to fix the sides of the two plastic parts and move up and down, and the heating plate moves forward and backward to ensure the welding quality between the plastic parts. The cost of hot plate welding is relatively low, and it is mainly used in fields such as automobiles, household appliances and some plastic packaging.
Friction welding
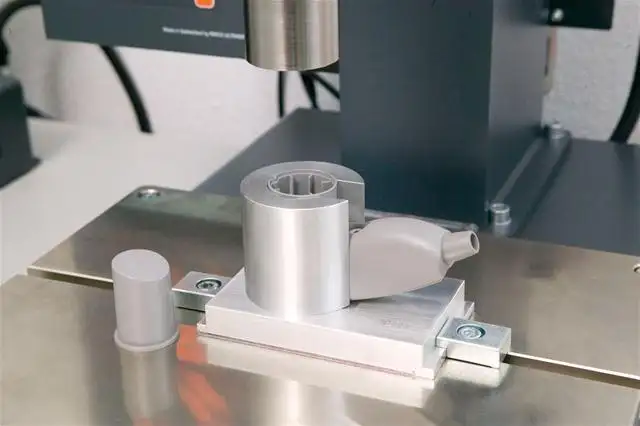
The frictional heat generated by the friction between thermoplastics is used to melt on the friction surface, and then they are combined by cooling under pressure. This combination is called friction welding. This method is most suitable for cylindrical parts.
The advantages of friction welding are high productivity, easy automation and mechanization; when welding with one material, the joint performance is good, the equipment is simple, and the operation is convenient. Friction welding technology has a wide range of applications, and can weld automobile axle shafts, valves, airbags, turbochargers, one-piece gears, coupling gears, constant velocity universal joints, front suspensions, etc.
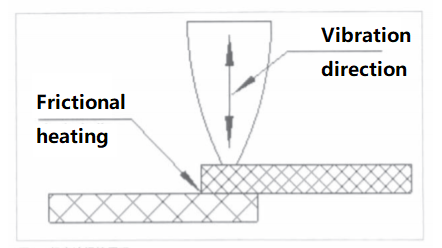
Vibration welding
Vibration welding is also welded by the heat generated by the friction between the joining surfaces. Unlike rotary friction welding, the friction is linear along the surface direction; unlike ultrasonic welding, the vibration frequency is low, only 120-240Hz. Vibration is generated through linear relative motion between two plastic parts. Linear friction welding is very flexible and can weld parts with complex shapes and large sizes, which cannot be achieved by other plastic welding methods.
Almost all thermoplastics can be vibration welded. Best suited for welding injection molded or compression molded engineering thermoplastics, as well as plastics such as fluoropolymers and polyester elastomers that cannot be welded by ultrasonics. This welding method has been widely used in the automotive industry and plastic pressure vessel manufacturing. Scope of application: Batteries, automobile water tanks, other pipeline products and containers of gasoline oil pots, gasoline filters or other filter core products, various automotive lamps, automotive motor parts, sensors, curved tubes, nylon products and nylon weaving products, etc. .
High frequency welding
Plastic high-frequency welding is carried out under high-frequency electric field with appropriate pressure. The principle is that under the action of a high-frequency electric field, the polar molecules of the polymer in the high-frequency electric field undergo strong oscillations, which cause friction between the molecules and heat, and the polymer immediately heats up to a molten state and bonds together. Its high-frequency plastic welding heat sealing method:
1. The high-frequency plastic welding machine mainly uses the frictional heat energy generated on the contact surface of two workpieces to be welded to melt the plastic. Thermal energy comes from the reciprocating movement of a workpiece on another surface with a certain displacement or amplitude under a certain pressure. Once the expected heat sealing degree is reached, the vibration will stop, and at the same time, a certain pressure will still be applied to the two workpieces, so that the newly heat sealed part will cool and solidify, thus forming a tight bond.
2. Another way of high-frequency plastic welding machine is to use high-frequency heat energy heat sealing method. When the high-frequency plastic welding machine performs orbital vibration friction heat sealing, the upper workpiece orbits at a fixed speed—circular motion in all directions. Motion can generate heat energy, so that the sealing part of the two plastic parts reaches the melting point. Once the plastic starts to melt, the movement stops and the heat-sealed parts of the two parts solidify and join firmly together. The small clamping force will cause the minimum deformation of the workpiece, the high-frequency instantaneous heat sealing, heating, and the high-frequency welding heat sealing is successful.
High-frequency plastic welding is used for heat-sealing welding of common plastics, leather, and cloth. It has accurate positioning, good performance and flexibility, and is used for small product processing. It has high production efficiency and is easy to operate and use.
Hot air welding
Hot air welding is sometimes called heat air gun welding. This method is similar to metal oxy-acetylene flame welding. It uses hot air flow to increase the temperature of the surface to be welded and the electrode, so that the electrode and the parent body can be fused to achieve the purpose of welding. When operating, first clean the welding surface, and then heat the surface to be welded and the electrode with hot air flow at the same time. This welding requires that the electrode and the parent material should be the same. For example, when welding different materials, the electrode should use two materials and blended products.

The cross-sectional area of the electrode is usually cylindrical with a diameter of 3mm. When the electrode is softened and viscous and has not completely melted, a small pressure is applied in a viscous state, so that the electrode and the parent body are melted and bonded together, and a weld is formed after cooling. During the operation, the air temperature, air flow, electrode position and its movement in the weld seam, the position of the welding torch and its movement must be controlled. Welding quality is not only related to the above factors, but also depends on the cross-sectional form of the weld, the thickness of the material, the size of the electrode, the size of the nozzle of the welding torch and other factors. Generally, the gas temperature for welding is 200-300°C, and the gas flow is 15-60L/min.
The welding torch mainly consists of a heating element (electric heating), a pipe for guiding the airflow and a nozzle. The heating element power is 400-600W, and the nozzle diameter is 3-6.5mm. The main advantages of hot air welding are that the equipment is simple, the cost is low, and it can be used to connect various large and complex products. However, the operation cycle is long and it is not suitable for batch processing. The welding quality is restricted by various factors and is difficult to control. It depends on the welder's operating skills. . The welding torch is shown in the picture.
|
Try Tuofa Now! Tuofa Engineer Support Team - Real human quotes are more accurate than software quotes |
Get a free quote |
5 Ways to Laser Welding Plastics
In recent years, with the continuous upgrading of technology, the future growth trend of laser welding of plastics has gradually emerged. In the past few years, some laser technologies have not made breakthroughs, and the price of lasers is relatively high. Compared with traditional welding, the one-time investment is relatively large, which may not produce benefits quickly. But now the economic advantages of laser are highlighted. Laser welding of plastics can reduce the difficulty of product design for designers.
At present, many products (including the automotive semiconductor industry, medicine and food industry, etc.) have very high requirements for processing accuracy and aesthetic appearance, which makes laser welding a necessary process for the production of these products and promotes the further development of laser welding technology.
The closer the compatibility, fusion temperature, and matching of plastic laser welding, the better its effect. The application methods of plastic laser welding are different from metal welding, including sequential circumferential welding, quasi-synchronous welding, synchronous welding and irradiation mask welding. The following is a brief introduction of these welding methods by Tuofa.
Contour welding
The laser moves along the contour line of the plastic welding layer and melts it, gradually bonding the plastic together. It is mainly used for welding parts with regular shapes and welding speed requirements;
Synchronized welding

Use a laser transmitter with multiple laser ports to adjust the direction and shape of the laser beam through optical devices; the laser beam is guided by the program and welded along the contour of the welding layer to melt the entire contour at the same time and stick together. It is mainly used for welding parts with large contact area and high welding consistency requirements;
Scanner welding
Also known as quasi-synchronous welding, it combines the above two welding techniques. Optical devices are used to generate a high-speed laser beam that moves along the part to be welded, causing the entire weld to gradually heat up and fuse together. This method has higher requirements on laser emitting equipment;
Template welding
The laser beam in the invalid area is blocked by the pre-made template, only the precise welding part is exposed, and only the welding area is melted to realize the welding process. This welding technology has high precision and is currently the most widely used laser welding technology. The equipment is highly versatile, the template is simple to make, and the cost is low. It can achieve high-precision welding as low as 10 μm.
Roll welding
Roll welding is an innovative laser plastic welding process that comes in many different forms. There are two main forms of roll welding:
The first is Globo ball welding. There is an air-cushioned glass ball at the end of the laser lens. This glass ball plays the role of focusing the laser and clamping the plastic parts at the same time. During the welding process, the Globo lens is driven by the moving platform to roll along the welding line to complete the welding. The whole process is as simple as writing with a ballpoint pen. The Globo welding process does not require complicated upper fixtures, and only needs to make a bottom mold to support the product. The Globo ball welding process also has a variant of the Roller roller welding process. The difference is that the glass ball at the end of the lens is changed to a cylindrical glass barrel to obtain a wider laser line segment. The Roller roller welding is suitable for wider welding.
The second is the TwinWeld welding process. This plastic laser welding process adds a metal pressure wheel to the end of the lens. During the welding process, the pressure wheel presses the edge of the welding line for welding. The advantage of this plastic laser welding process is that the metal pressure wheel will not wear and tear, which is conducive to large-scale production. However, the pressure of the pressure roller acts on the edge of the welding line, which is easy to generate torque and form various welding defects. At the same time, because the lens structure is relatively complex, it will cause certain difficulties for welding programming.
4 Common Mistakes of Plastic Welding
In the plastic welding process, there are two factors that have a significant impact on the strength and tightness of the weld. It's easy to say - heat and pressure. However, the situation in actual problems is very complicated. We often need to carefully analyze the possible causes of each step around the two elements of "heat and pressure".
Today, we discuss 4 common mistakes that affect "heat" and "pressure" in plastic welding. These principles help you analyze and solve problems. At the same time, these principles are applicable to ultrasonic welding, hot plate welding, vibration friction welding, infrared welding, hot gas welding, etc.
The whole circle of welding rod is not in full contact
In order to effectively generate heat (ultrasonic welding, vibration friction), or to transfer heat to plastic parts (hot plate welding, infrared welding, hot gas welding), the entire circle of welding ribs of the upper and lower parts must be completely in contact with each other, or completely with the heating device. touch. We call the position where every point on the surface of the weld bead is in contact as the melting zero position. If an incorrect melting zero position is set, a portion of the weld surface will either not generate enough heat, or absorb enough heat, to not completely melt and bond. We call this situation "cold welding" or "virtual welding".

To avoid this, we can do a simple test, such as welding a small distance, and then inspect the part to ensure that the entire surface of the welding rod has all the traces of melting. If the traces show that some areas are not melted, you need to check the fixture and parameters, and adjust until there are traces of melting on the surface.
Unreasonable heat setting
To achieve a high-strength, high-tight connection, heat needs to penetrate into the plastic weld bead to allow the material to flow and bond with the softened material from the other half of the component. Control the depth of softened material by setting different welding parameters, such as trigger pressure, welding speed, dwell time.
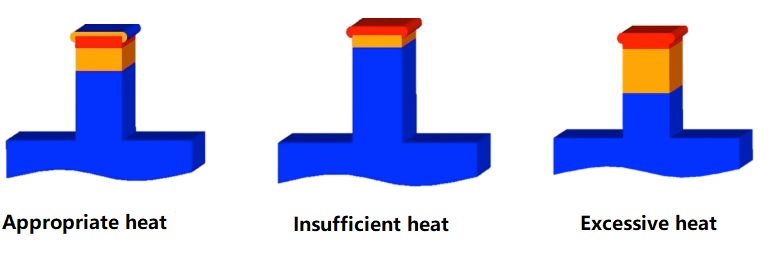
If there is insufficient heat, the heat will not reach deep into the weld to form a suitable softening zone, which will result in a weak or weak weld. Conversely, if there is too much heat and the softening zone is too large, it will be difficult to apply enough force to achieve a strong weld.
Conversion takes too long
For hot plate welding, infrared welding and hot gas welding, after the plastic is heated, the heating device is retracted, and the two parts are brought together under a certain pressure. The time from when the heating device is removed to when the two parts are put together is called the "transition time". It is crucial to keep the transition time as low as possible. If the transition time is too long, a skin will start to form on the molten surface, which will prevent mixing of the material in the softened area on the two parts, affecting the strength of the weld. Therefore, the transition phase must be fast and efficient.
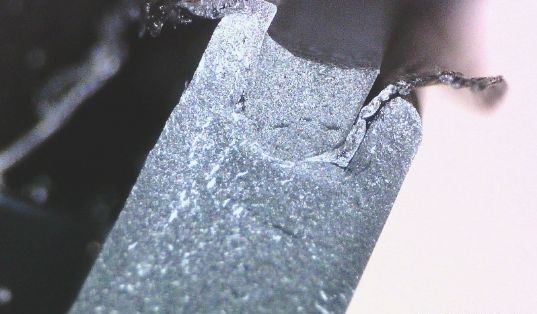
Unreasonable welding pressure
Under the action of welding pressure, the semi-molten materials from the two parts mix and bond with each other. If the welding pressure is insufficient, the materials will not mix well, which will result in a poor weld. On the other hand, if the welding pressure is too high, then all the semi-molten material will be squeezed out of the welding area, leaving only cold zone material on both sides, resulting in poor welding. As shown in the figure below, there is an obvious cold zone interface in the weld area, resulting in poor sealing.
Readers who can read here seriously, most of them have encountered practical problems in plastic welding. I hope the above content can broaden your thinking on analyzing the problem!
Application of Plastic Welding
Welding is becoming one of the most cost-effective techniques for deep welding polymeric materials in many industries, especially in the development of complex and small plastic parts for automotive, electronic circuits, IoT applications and consumer goods. Plastic laser welding can realize high-speed, flexible and high-precision processing, and at the same time make the product present a better appearance. In addition, it is also a low-dust processing technology, which is the key to electrical and electronic processing applications.
Plastic welding has great potential in medical device applications
Everyone knows that medical devices are an industry strictly regulated by various countries in the world. It is related to the lives and safety of people in various countries, so there are strict and demanding high-cleanliness requirements for the manufacturing process of medical products. Some medical device products require high precision, and it is also necessary to ensure that the products are absolutely clean and environmentally friendly. The traditional welding technology in the medical industry can no longer keep up with the technical requirements. Only laser plastic welding can meet its needs. The welding slag and debris of the products welded by the laser plastic welding machine can be ignored, and the welded products will not be deformed. affect its accuracy. Therefore, now laser welding technology has replaced traditional medical welding technology, let's take a look at the application of plastic laser welding machines in the medical device industry
Laser Plastic Welding Serving the Medical Industry
Anyone who understands the welding process of laser plastic welding machines knows that laser plastic welding technology can be divided into: contour welding, quasi-synchronous scanning welding, synchronous welding, mask welding, rolling welding and other welding methods, which need to be based on the welding of plastic products. Process to determine the way of laser plastic welding technology.
Compared with traditional welding technology, laser plastic welding technology has the advantage that plastic welding can be performed directly without touching the object, which reduces the thermal stress and vibration of the workpiece and damages the workpiece, and ensures the cleanliness, pollution-free and precision of the product. Plastic laser welding machine It breaks through the difficulty of laser welding between transparent plastics and transparent plastics, and does not need to add any absorbers, which fully meets the welding requirements of transparent medical plastics.
Applications of Microfluidic Chips
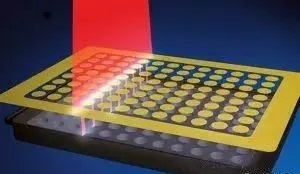
For example, microfluidic chips, biomedical analysis instruments used to collect and analyze liquid substances, this kind of miniaturized, integrated, and automated chemical and biological experiment platforms that need to be built on a chip of a few square centimeters or smaller, It has the ability to realize micro-fluid manipulation at the micron-scale level. The traditional plastic welding technology of such a precise product cannot meet the requirements at all, and only the laser plastic welding technology can meet its process requirements.
Welding sample display

In addition to the microfluidic chip mentioned above, there are also medical devices such as the shell packaging of active implantable medical devices, radiopaque marking of cardiac stents, anti-scaling protection, balloon catheters, disposable analysis containers, Blood filters, spin-welded sensors, various cell culture vessels, etc., all require laser plastic welding technology.
Sample display

In general, the successful application of laser plastic welding technology in the medical device industry depends on the more stringent high-cleanliness requirements of the medical industry. Another factor is the increasingly miniaturized medical products, medical microfluidic devices and diagnostics. The precision required by the equipment can only be achieved with laser technology.
Application of Intelligent Welding Robot in Automobile Industry
In the production and manufacturing of the automotive field, the role of ultrasonic welding is becoming more and more important, and it has been involved in the entire process of auto parts and body manufacturing. Ultrasonic can be controlled by computer program to implement welding of large and irregular parts, such as bumpers, front and rear doors, lamps, brake lights, etc. Moreover, with the development of high-grade roads, more and more reflective sheets are ultrasonically welded.

Today's automobile welding technology has rapidly developed in the direction of "precise analysis of welding production and manufacturing" on the basis of traditional manufacturing. Ultrasonic plastic welding has the advantages of fast welding speed, high welding strength, and good sealing. It replaces the traditional welding/bonding process. It is low in cost, clean and pollution-free, and will not damage the part.
Ultrasonic welding and parts assembly project solution
Intelligent robots follow the development trend and are well applied in the auto parts industry. The ultrasonic welding process is stable, and all welding parameters can be tracked and monitored through the software system. Once a fault is found, it is easy to troubleshoot and maintain.

Work process:
1. First, the 1# robot arrives at the pick-up position and waits. After the 2# robot takes the sponge, it arrives at the discharge position and waits.
After the injection molding machine is finished, the part will be taken out by the truss manipulator, and the 1# robot will take over the two injected parts from the truss manipulator and put them on the two workbenches A and B respectively. The material completion signal is given to the 2# robot, and the sponge can be placed. At the same time, after the 1# robot replaces the gripper, it goes to the vibrating plate to take the material level and takes the buckle.
2. After receiving the signal, the 2# robot puts the sponge on the workbench A and welds it with an ultrasonic welding gun to make the sponge and the part stick together. After the welding is completed, after arriving at the B workbench, send a signal to the 1# robot to install the buckle. The 2# robot puts the sponge on the B workbench part at the same time and performs welding. After the welding is completed, it moves back to the safe position and waits for the 1# robot to complete the B workbench buckle signal.
3. After the 1# robot installs the buckle of the part on the B workbench, it retreats to a safe position and sends a completion signal to the 2# robot. At the same time, replace the gripper, wait for the next cycle, and prepare to go to the pick-up position.
4. After the 2# robot receives the signal, it first sends the finished part on the B workbench to the conveying line, and then puts the A workbench part on the conveying line. After returning to the original position, it sends a signal to the 1# robot to go to the conveyor line. The pick-up level receives the part of the truss manipulator. At the same time, go to get the sponge and enter the second cycle.
Technical highlights
1. It can complete a variety of tasks, two robots work at the same time, the production process is high-paced, high-efficiency, and can reduce the floor space;
2. The robot can work 24 hours a day, and one robot can replace 4 workers, which solves the problem of difficult recruitment for enterprises and reduces costs;
3. The robot is easy to operate, high in stability, low in failure rate, and guaranteed in quality management.
| Let's Start A New Project Today |
| Get a Free Quote |
Plastic Welding Technology Promotes the Progress of Manufacturing Industry
With the increasing performance of engineering plastics, plastics, as a renewable material, have gradually replaced some metal materials. Combining the advantages of plastic laser welding, the most suitable fields are: precision plastic electronic components, medical equipment industry, and automobile industry.
Tuofa CNC Machining has been providing high-quality and stable welding solutions for global customers. The plastic welding process adopted meets the requirements of automation technology welding process detection and information construction. The welding products have high precision and high quality. Stable, so that the quality management of the welding production process is guaranteed. Tuofa CNC Machining manufacturer can not only create first-class products in welding manufacturing services, but also has won various industries in sheet metal manufacturing, CNC machining, and 3D printing with its ISO9001 certified workshop and nearly 20 years of manufacturing experience. Widely recognized by all industries!
The application of new technology and technology research in the field of plastic welding has obtained very good opportunities for development, and the innovative technology of welding equipment with low energy consumption, high power, non-toxic and pollution-free has made great contributions to the cause of environmental protection.
 China Aluminum & Aluminum Alloy Welding Technology Standards
China Aluminum & Aluminum Alloy Welding Technology Standards 







