 Tel/WeChat:
Tel/WeChat:  Email:
Email: 
 Home
HomeChina Aluminum & Aluminum Alloy Welding Technology Standards

 Dec 15,2022
Dec 15,2022 
Aluminum and aluminum alloys are widely used in industrial products because of their good physical properties. Almost all kinds of welding methods can be used to weld aluminum and aluminum alloys, but the adaptability of aluminum and aluminum alloys to various welding methods Different, each welding method has its own application.

Due to improper selection of welding methods and welding process parameters, aluminum alloy parts are severely deformed after welding, or due to defects such as weld pores, slag inclusions, and incomplete penetration, weld metal cracks or loose materials have seriously affected product quality. and performance. In sheet metal fabrication, China Tuofa will take you to understand the Chinese standards of aluminum and aluminum alloy welding technology.
Scope of Application
This process standard is applicable to manual tungsten polar argon arc welding and molten polar argon arc welding of aluminum and aluminum alloy.
Construction Preparation
The welding of aluminum and aluminum alloy shall not only follow the process standard, but also comply with the relevant standards, laws, regulations and regulations promulgated by the state.
The terms in the following documents become the terms of this standard through the reference of this standard, and the latest version of the reference documents is applicable to the Chinese standard:
《Aluminum and Aluminum alloy Rolling Plate》 GB/T-3880-1997
《Aluminum and aluminum alloy hot extrusion tube" part 1: seamless round tube》 GB/T4437.1-2000
《Seamless Pipe of Aluminum and Aluminum alloy Pull (Rolling)》 GB/T6893-2000
《Aluminum and Aluminum alloy Welding Wire》 GB/T10858
《Aluminum and Aluminum alloy Welding Pipe》 GB/T10571
《Aluminum Welding Vessels》 JB/T4734-2002
Materials
General Provisions
The base material and welding wire used in the project shall have the factory quality certificate or quality reinspection report, and the base material and welding wire listed in the national standards or industrial standards shall be preferred. The base material and welding wire shall be properly kept to prevent damage, pollution and corrosion. When selected for foreign materials, the scope of use shall conform to the provisions of the corresponding standards, and shall have a quality certificate of the materials.
Base Material
- The base material selected for the project shall meet the current national standards.
- When there are special requirements for the base material, either the design drawing or the corresponding technical conditions shall be indicated.
- The construction unit must obtain the design modification certificate of the original design unit in advance, and make detailed records of the modified parts.
- The severely damaged and corroded parent material shall not be used in the works.
Welding Materials
The welding wire selected for the base material welding shall meet the current national standard of Aluminum and aluminum alloy welding wire, GB / T10858.2.2.3.2 The chemical composition, mechanical properties and use conditions of the base material shall be comprehensively considered when selected, and shall meet the following provisions.
(1) When welding pure aluminum, choose the welding wire with the same purity as the base material or higher than the base material.
(2) When welding aluminum-manganese alloy, the welding wire or welding wire with similar manganese-silicon alloy content to the base material should be selected.
(3) When welding aluminum and magnesium alloy, the welding wire with the same magnesium content as the parent material or higher than the base material should be selected.
(4) The welding of different aluminum and aluminum alloy should be selected corresponding to the base material with high tensile strength
The argon gas used during welding shall comply with the provisions of the current national standard, Pure Argon, GB4842. The manual tungsten electrode and argon arc welding electrode should be selected from cerium tungsten electrode, or thorium tungsten electrode can be used. Before welding, the diameter of the tungsten electrode should be correctly selected according to the welding current.
Table 2.2.3.4 The maximum allowable current of the tungsten pole should meet the provisions in the table below
|
Tungsten pole diameter mm |
φ3 |
φ4 |
φ5 |
φ6 |
φ7 |
|
Maximum allowable current A |
140~160 |
220~240 |
260~280 |
350~370 |
380~420 |
Operation personnel
The construction of aluminum and aluminum alloy shall have a quality management system that meets the requirements of the Chinese quality and technical supervision or the national pressure vessel and pressure pipeline supervision institutions. Play trade photo Er Ji dead pull brick halogen hip.
Main operators: welders, plumbers, nondestructive inspectors.
Welders engaged in aluminum and aluminum alloy welding must hold the special operation operation qualification certificate of boiler and pressure vessel pressure pipeline issued by the General Administration of Quality and Technical Supervision, Inspection and Quarantine, and the welders who pass the examination according to the relevant standards and requirements.
The nondestructive testing of aluminum and aluminum alloy shall be conducted by the personnel holding the qualification certificate of nondestructive testing personnel issued by the relevant national departments.
Main work machines and tools
- Intercurrent argon arc welding machine is used for manual tungsten pole argon arc welding.
- Melting polar argon arc welder adopts semi-automatic melting polar argon arc welder.
- Angle polishing machine and supporting milling blades, stainless steel wire brush, file, scraper and other mechanical tools.
- Water-cooled argon arc welding gun.
Construction Technology
Welding process assessment
The welding process evaluation of aluminum and aluminum alloy materials shall be evaluated according to the requirements of Annex B of JB / T4734-2002, Aluminum Welding Container, or according to the standards of the design requirements.
Welder training and examination
Welders engaged in the welding of aluminum and aluminum alloy materials shall be trained and tested for the examination. The examination includes the basic knowledge and welding operation skills. The basic knowledge examination can only pass the operation skills examination. The examination content shall be adapted to the scope of work of the welder.
Welelder examination for aluminum and aluminum alloy welding can be conducted according to the requirements of JB / T4734-2000 / 4 Aluminum Welding Container.
The welder examination for lined aluminum containers shall be conducted according to the respective examination rules of aluminum and steel, that is, JB / T4734 Appendix A, and the steel welder examination shall be conducted according to the pressure pipe welder examination and Management Rules for Boiler and Pressure Vessels issued by the General Administration of Quality Supervision, Inspection and Quarantine.
Welding process flow
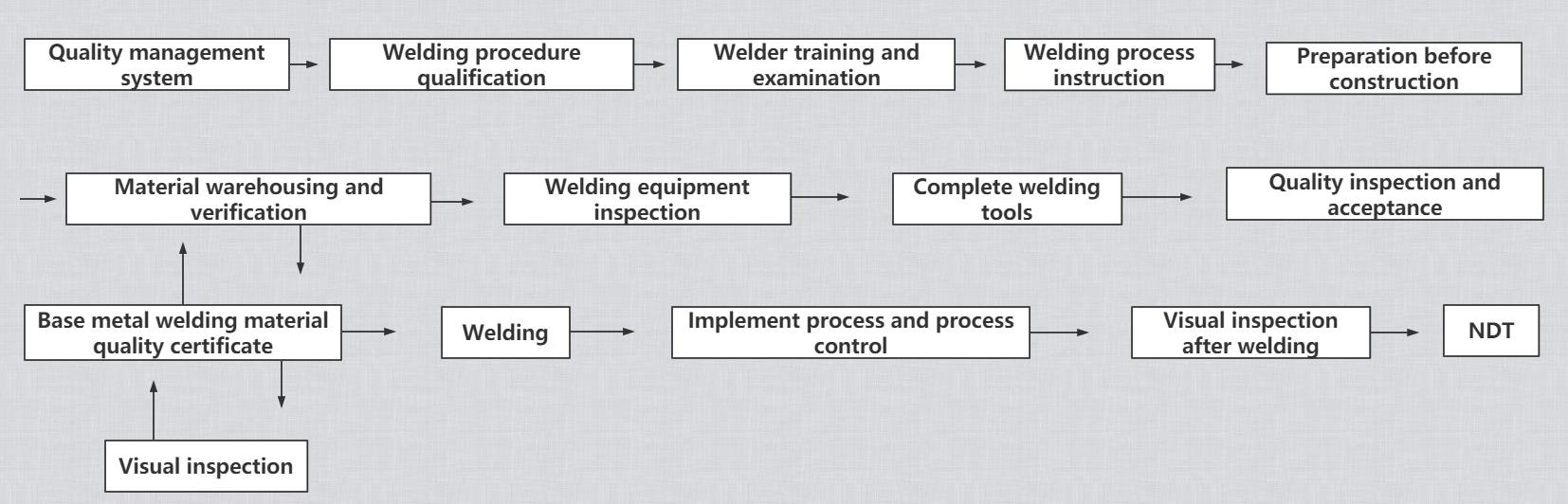
Construction process
The construction unit shall prepare the welding process regulations (or the welding process instruction and the welding process card) according to the welding process evaluation report before the welding construction.
The welding site shall be kept clean, and shall have wind and rain and snow prevention measures. The relative humidity shall generally not be greater than 80%, and the ambient temperature shall not be less than 5℃.
The argon arc welding machine used must be suitable for the welding of electrical characteristics and sufficient current capacity, and must have stable parameters, flexible adjustment and safe and reliable use performance.
|
Try Tuofa Now! Tuofa Engineer Support Team - Real human quotes are more accurate than software quotes |
Get a free quote |
Aluminum can be mechanical or plasma arc cut material, groove processing shall be using mechanical method, processed groove surface shall be smooth and no burr and flying edge, groove type and size shall be based on the joint type, base material thickness, welding position, welding method, whether the pad and service conditions, and refer to the welding process evaluation results.
During the construction, a temporary pad can be added to the welding back according to the structural form, welding position and construction conditions. If the permanent pad is added to the back of the weld, it shall be approved by the original design unit. The pad can be used in stainless steel, carbon steel or copper materials with no adverse impact on the quality of the weld.
Before welding, the oil stains and oxidation film from the welding wire, welding piece groove and its nearby surfaces shall be removed (if the surface of the pad shall be removed according to the same requirements), with the removal order and method as follows:
- The surface oil stains shall be removed with organic solvents such as acetone or carbon tetrachloride, and the removal range on both sides of the slope mouth shall not be less than 50mm.
- After removing oil pollution, welding wire shall be chemical method, and slope mouth shall be mechanical (or chemical) to remove surface oxide film.
Mechanical method: the slope mouth and its nearby surface can be removed by milling cutter, filing, scraping or directly with a stainless steel wire brush of about 0.2mm diameter to reveal the metallic luster, the removal range on both sides should not be less than 30mm from the slope edge, used stainless steel wire brush should be regularly degreasing treatment.
Chemical method: soak in about 70℃, 5%~10% NaOH solution for 30~60 minutes, followed by about 15% HNO3(Normal temperature) Soak for about 2min, wash it with warm water, and then dry it for about 100℃, to make it completely dry. Adamask snapper to buy wei.
The cleaned welding parts and wires shall not be stained before welding and welded within 8h, otherwise they shall be cleaned again.
Selection of welding wire
Welding wire (including filling wire) shall use the tensile strength of the welded joint not less than the lower limit or specified value of the base material standard, corrosion resistance and plasticity shall not be less than or equivalent to the base material, can meet the use requirements and have good welding process performance. Drive stumble.
Welding wire generally use the corresponding grade in GB / T10858, can also use the base grade of aluminum wire, wire can be according to GB / T3197 "Aluminum and aluminum alloy Wire for welding rod".cats and donkeys draw lights.
In the case of corrosion resistance requirements of the welding base material (container, pipe), when the base material is the pure aluminum of the same grade, the welding wire purity shall not be lower than that of the base material. When the base material is the same grade aluminum alloy, the content range of magnesium, manganese and other corrosion resistant alloy elements contained in the welding wire shall not be lower than that of the base material. When welding of different grade aluminum, welding wire should be selected according to the base material with high corrosion resistance.
S a lMg-2, S a lMg-3, S a lMg-5 and welding wire containing more than 3% shall not be used for aluminum containers and pipes with more than 65℃ of corrosive medium.
See the table below for aluminum and aluminum alloy welding wire selection
Selection of aluminum and aluminum alloy welding wire
|
order number |
The same brand number |
solder wire |
order number |
The heterospecific parent material |
solder wire |
|
1 |
1060 |
SAL-3 |
1 |
Pure aluminum + aluminum-manganese alloy |
SAIMn |
|
2 |
1050A |
SAL-3 |
2 |
Pure aluminum, aluminum-manganese alloy + 5052,5A02 |
SAlMg-1、SAlMg-5 |
|
3 |
1200 |
SAL-1 |
3 |
Pure aluminum + aluminum-manganese alloy + 5A03 |
SAlMg-2 |
|
4 |
3003 |
SAIMn |
4 |
Pure aluminum + aluminum-manganese alloy + 5083,5086 |
SAlMg-3 |
|
5 |
3004 |
SAIMn |
5 |
Pure aluminum + aluminum-manganese alloy + 5A06,5A05 |
SAlMg-5 |
|
6 |
5052 |
SAlMg-1 |
|
|
|
|
7 |
5A02 |
SAlMg-1 |
|
|
|
|
8 |
5A03 |
SAlMg-2 |
|
|
|
|
9 |
5083 |
SAlMg-3 |
|
|
|
|
10 |
5A05 |
SAlMg-5 |
|
|
|
|
11 |
6061 |
SAlMg-1、SAlMg-5 SAlSi-1 |
|
|
|
Requirements for weld group
1. When matching the pipe welding piece group, the inner wall shall be flat and the wrong amount b shall meet the following provisions:
When the wall thickness was S 5mm, the b≤0.5mm
When the wall thickness was S> 5mm, b≤0.1S and b 2mm
2. When welding parts group of equipment containers, the amount of wrong edge b shall meet the following provisions:
Vertical weld: when the wall thickness is S 5mm, b≤0.5mm
When the wall thickness was S> 5mm, b≤0.1S and b 2mm
Cyclic weld: b≤0.2S and b 5mm
When the butt weld piece group is matched, the end surface of the thin piece should be located within the end surface of the thick piece. When the amount of wrong surface edges exceeds 3mm or the root of the single surface weld joint exceeds 2mm, the thick plate should be processed according to the thick plate edges as specified in the figure below.
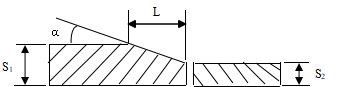
L≥4(S1-S2) Or α, 14°
Positioning welding
Positioning welds shall comply with the following provisions:
The welding group can spot the aluminum positioning plate outside the slope or be fixed inside the slope. When welding the positioning weld joint, the selected welding wire should match with the base material.
Positioning welds shall have the appropriate length, spacing, and height to ensure sufficient strength without cracking during welding.
Positioning weld if found defects should be treated in time, for the root as part of the formal weld, the surface of the black powder, oxide film should be removed, and both ends should be trimmed into a gentle slope, remove the positioning plate should not damage the base material, after dismantling the residual welding meat should be polished to flush with the surface of the base material surface.
Welding Process and Important Problems
Manual tungsten grade argon arc welding should use AC power supply, the melting pole argon arc welding should use DC power supply, and the welding wire is connected to the positive electrode. Before using the welding machine, check whether the grounding is intact, whether the cooling water and air path are smooth, and whether its functions can work normally.
To reduce welding deformation, use reasonable welding method and sequence, or rigid fixation, and advance the shrinkage allowance.
Before formal welding, be conducted the heap welding test on the test plate, adjusted the process parameters, and confirmed that there is no air hole.
Under the condition of ensuring good melting penetration and fusion of welding seam, high current and fast welding speed shall be used as far as possible within the allowable scope of welding process procedures, and the lateral swing range of welding wire shall not exceed three times of its diameter.
When there is no special requirements, the welding parts shall not be heated before welding. The layer temperature of the multilayer welding shall be as low as possible, not higher than 100℃.
During welding, the end of the welding wire should not leave the argon protection area. When the welding, the welding wire should be about 15℃, and the angle between the welding torch and the welding surface should be kept between 80 ° and 90 °. For vertical and horizontal welding joints of 4mm thickness, double-sided synchronous argon arc welding process can be used when conditions permit.
During the welding process, the oxide film, excessive welding meat and other welding defects in the welding layer must be removed. Double-sided welding joints requiring root cleaning or bottom sealing welding shall be cleaned by mechanical method.
Aluminum induced arc plate and arc extinguishing plate shall be installed at both ends of the longitudinal weld. After continuous welding after removing the longitudinal ring weld, the arc on the induced arc plate shall be welded after the arc combustion is stable.
When the nozzle that obviously hinders the air flow of argon is attached, the nozzle must be removed or replaced. When the tungsten pole has pollution, irregular shape and other phenomena, it must be repaired or replaced.
Welding Process Parameters
The selection of process parameters of various welding methods is shown in the following table:
Welding process parameters of manual tungsten pole argon arc welding
|
Base material thickness (mm) |
Wire wire diameter (mm) |
Tungsten pole diameter (mm) |
Nozzle diameter (mm) |
Argon gas flow rate (L/min) |
welding current (A) |
Number of welding layers |
|
1.5~3 |
2~3 |
2~3 |
8~12 |
4~10 |
40~110 |
1 |
|
4~8 |
3~5 |
3~5 |
10~14 |
8~14 |
100~250 |
1~3 |
|
10~12 |
5~6 |
5~6 |
12~16 |
12~16 |
240~300 |
3~4 |
|
14~16 |
6 |
6~7 |
14~18 |
14~18 |
280~360 |
4~5 |
|
18~20 |
6 |
6~7 |
16~20 |
16~18 |
280~380 |
5~6 |
Process welding parameters of manual tungsten electrode double-sided synchronous argon arc welding
|
Base material thickness (mm) |
Wire wire diameter (mm) |
Tungsten pole diameter (mm) |
Nozzle diameter (mm) |
Argon gas flow rate (L/min) |
welding current A |
|
4~6 |
4~5 |
3~4 |
12~14 |
10~12 |
60~110 |
|
8~10 |
5~6 |
3~4 |
12~14 |
12~14 |
130~170 |
|
12~14 |
5~6 |
3~4 |
12~16 |
12~16 |
170~210 |
|
16~18 |
5~6 |
4~5 |
16~18 |
16~18 |
210~240 |
Note:
① welding current refers to the current value of each welding machine at the bottom level of welding
For welding process parameters of ② overlayer welded by a welder, see welding process parameters of manual tungsten pole argon arc welding
③ When the base material is 10mm thick, 100~150℃ can be preheating before welding.
Process parameters of semi-automatic argon arc welding
|
Main material thickness (mm) |
Weld diameter (mm) |
Jet diameter (mm) |
Argon flow (L/min) |
welding current (A) |
welding voltage (V) |
Number of welding layers Positive / negative |
|
8~10 |
1.6~2.5 |
20 |
25~30 |
140~280 |
20~30 |
1~2/1 |
|
12~14 |
2.5~3 |
20 |
25~30 |
260~300 |
25~30 |
2/1~2 |
|
16~18 |
2.5~3 |
20 |
30~35 |
300~360 |
28~35 |
2/2 |
|
20~22 |
2.5~3 |
20 |
35~40 |
330~360 |
35~40 |
2/2 |
Automatic argon arc welding welding parameters
|
Main material thickness (mm) |
Weld diameter (mm) |
Jet diameter (mm) |
Argon flow (L/min) |
welding current (A) |
welding voltage (V) |
speed of welding (C m/min) |
Number of welding layers Positive / negative |
|
10 |
3 |
28/17 |
30~40 |
280~310 |
24~26 |
25~40 |
1/1 |
|
12 |
3 |
28/17 |
30~40 |
290~320 |
24~26 |
25~40 |
1/1 |
|
16 |
4 |
28/17 |
30~40 |
380~420 |
26~30 |
25~40 |
1/1 |
|
20 |
4 |
28/17 |
35~45 |
460~520 |
28~34 |
25~40 |
1/1 |
|
25 |
4 |
28/17 |
40~50 |
480~550 |
28~36 |
25~40 |
1/1 |
Welding Environment
The welding environment is prohibited in any of the following conditions without effective protective measures:
- Gas protection welding wind speed is greater than 1.5 m/s;
- Relative humidity is greater than 80%:
- Welder temperature is less than 5℃
- Rain and snow environment
When the welding piece temperature is less than 5℃, it shall be preheated to about 15 within 100mm at the starting welding site (refers to the case without preheating before welding).
Welding Repair
Welding repair shall be carried out before the pressure test. The causes of the defects requiring weld repair shall be analyzed, improvement measures shall be proposed, and the welding repair process shall be prepared.
Defects shall be removed before repair, and surface nondestructive testing may be used when necessary.
The Weld repair shall be conducted by a qualified welder, and the repair process measures shall be approved by the welding technical leader. The number of repair of the same part shall not exceed twice. The repair of the unqualified weld shall be approved by the construction technical leader.
The performance and quality requirements shall be the same as the original weld.
Product Welding Test Plate
The manufacture and assembly welding of aluminum pressure vessel shall be welded according to JB / T4734 for product welding test plate, inspection method, sampling site, test method and qualified standards shall be implemented according to JB / T4734.
Welding Quality Inspection
Pre-welding inspection includes
- Base material and welding materials
- Welding equipment, instrument and process equipment
- Assembly and cleaning of welding slopes and joints
- Welder qualification
Welding process documents
- Inspection during the welding process includes
- Welding specification parameters
- Welding process implementation conditions
- Implementation of technical standards
- Execution execution
Post-welding inspection includes
- Actual welding record
- Weleld appearance and dimension
- Product Welding test plate, welding process discipline inspection test plate (when aluminum container and design requirements)
- Nondestructive testing
- Pressure test and tightness test
Welding appearance and quality requirements
Appearance and quality requirements of welds
Appearance and quality requirements of welds
|
Base material thickness (mm) |
Weleld height (mm) |
Bite edge depth |
Bite edge length |
surface indentation |
|
≤10 |
≤3 |
≤0.5 |
Both sides bite the length of the side Plate is <10% of the total weld length Pipe material is <20% of the total weld length |
Except for the internal surface of <0.2 wall thickness and <2mm, the depression shall not be lower than the base metal |
|
>10 |
1 / 3 Base thickness and <5mm |
≤0.8 |
The welding angle height of the corner weld shall be equal to or greater than 70% of the base material thickness of the thinner weld piece in the two welds and shall not be less than 3mm.
The weld shall be in smooth transition with the surface, and the surface shall not have cracks, unfused, pores, oxide slag and other defects.
Finished Product Protection
After the welding joint, it is forbidden to knock and smash the welding joint and heat impact area, which shall be protected.
Do not spot weld temporary supports in the near seam area.
The cutting operation near the pipeline should be blocked in time to prevent the cutting residues, oxide damage and pipes and welds.
It is strictly prohibited to use the complete pipe as the support and lifting points.
Hazardous Sources and Controls in Welding Process
|
order number |
activity |
The source of danger |
control measures |
|
1 |
field management |
Personnel injury |
Safety technology disclosure before the operation, special work must be trained, and hold a safe operation certificate. |
|
2 |
welding procedure |
fire |
Old plant area construction office fire certificate. No flammable and explosive materials shall be found within 5 meters of the construction area. And there are fire men. |
|
3 |
Maintenance welding |
Damage to personnel and equipment |
Work on the equipment pipes containing flammable, explosive and toxic media. The welding must be cleaned and replaced before passing the test. |
|
4 |
Welding in the container |
Electric shock, poisoning, and suffocation |
In the equipment and container pipeline containing flammable and explosive medium, the construction must be cleaned and replaced, and it can be constructed only after passing the test, and the channel of flammable and explosive medium must be cut off |
|
5 |
Construction electricity |
get an electric shock |
The power supply used in construction must be grounded, zero and set with leakage protection device, running lights or work in the container using safety voltage lighting. |
|
6 |
Labor protection |
Personnel injury |
Wear protective clothing, insulating shoes and gloves correctly, and wear protective goggles and safety helmet-type protective mask during welding work |
|
7 |
work high above the ground |
Falling from high altitude |
Pass the physical examination before working at height, and use the safety belt correctly |
Identification and control measures of environmental factors
|
order number |
activity |
environmental factor |
control measures |
|
1 |
Sand wheel, gas plane |
noise |
Noise measurement should be carried out around civil residential areas, not at night, and arrange the construction of noise reduction work shed when necessary |
|
2 |
weld |
Arc light radiation |
When the welding distance is close to the surrounding construction personnel, the arc light should be blocked to prevent the welding arc light. |
|
3 |
welding procedure |
rubbish |
On-site welding waste, welding electrode packaging plastic agent, plastic cylinder, carton, welding rod head and grinding wheel residue should be collected and stacked in time. Avoid causing environmental pollution. |
| Let's Start A New Project Today |
| Get a Free Quote |
Significance of Aluminum Welding Process Formulation
The main purpose of formulating aluminum and aluminum alloy welding processes is to prove whether a certain welding process can obtain welded joints that meet the requirements, so as to judge the correctness and feasibility of the process.
An efficient welding process is an important measure to ensure welding quality, and it can confirm the correctness and rationality of various process instructions. Through the welding procedure qualification, check whether the performance of the welded joints welded according to the proposed welding procedure instruction meets the design requirements, and provide a reliable basis for formally formulating the welding procedure instruction or welding procedure card.
Therefore, it is necessary to pass corresponding experiments to verify the correctness and rationality of the welding process. If you are worried about the difficulties encountered in welding aluminum and aluminum alloy parts, please contact Tuofa CNC Parts Manufacturer. We can do our best to ensure the quality of welding products. It is possible to improve welding production efficiency and minimize production costs to obtain maximum economic benefits.
 45 Steel Heat Treatment: 700°C to 930°C
45 Steel Heat Treatment: 700°C to 930°C 







