 Tel/WeChat:
Tel/WeChat:  Email:
Email: 
 Home
HomeInconel Machining Solutions: Tips & Tools For Tough Alloys

 Apr 01,2025
Apr 01,2025 
Inconel emerged as an outstanding alloy due to its remarkable properties in the field of advanced engineering. It can also efficiently manage the challenges occur during machining and predicted to have more promising future in manufacturing. Other excellent features of inconel, composition and its alloys, advantages and its applications are thoroughly discussed in this article to provide insights and strategies to address its machining challenges.
What is Inconel?
Inconel belongs to a high-performance family of nickle-chromium superalloys. These are famous for its high temperature resistance, oxidation and corrosion resistance which are preferred for aerospace, nuclear and chemical industrial applications.
Defining Inconel: A Nickel-Chromium Superalloy
Inconel is a registered trademark of special metals developed in 1962. It is a part of second generation of precipitation hardened-Ni-Cr alloys. these are generally called superalloys.
Core Composition and Key Characteristics
Inconel are also called tough alloys because these are stable at high temperature, hard and have protective layer of oxide increasing corrosion and oxidation resistance. The elemental percentage of metals and their key characteristic are as:
|
Elements |
Composition |
Key charateristics |
|
Nickel |
45% ~ 75% |
High Temperature Resistance |
|
Chromium |
14% ~ 31% |
Corrosion Resistance |
|
Molybdenum |
0% ~ 17% |
Corrosion Resistance |
|
Cobalt |
0% ~ 22% |
High Temperature Resistance |
|
Tungsten |
0% ~ 5% |
Pitting Corrosion Resistance |
|
Aluminum |
0% ~ 2% |
Strength |
|
Titanium |
0% ~ 3% |
Strength |
|
Niobium |
0% ~ 5% |
Strength |
|
Tantalum |
0% ~ 1% |
Strength |
Common Inconel Grades and Their Machinability
Some of the commonly used Inconnel grades are Inconel 600, inconel 625 and Inconel 718.
Inconel 600:
It has good high temperature, oxidation and corrosion resistances. It is relatively easy to machine only in annealed conditions.
Inconel 625:
Inconel 625 composition include iron and chromium. Inconel 625 material properties are like high corrosion and harsh environment resistance. Its machinability is mild but gives better results with cutting tools and techniques. Inconel 625 density is high as steel.
Inconel 718:
Its machibaility is poor due to high strength, toughness and tendency to work-harden. It requires specialized tools and method to machine.
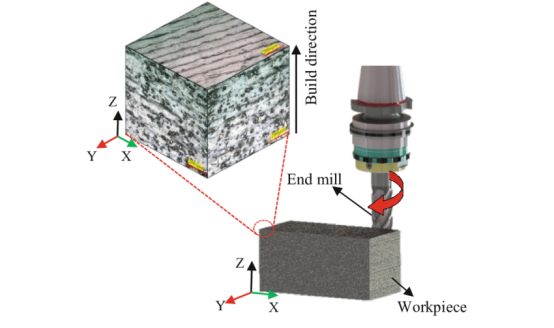
Finish-milling process of Inconel 625
Inconel 600 vs. 625 vs. 718:
|
Features |
Inconel 600 |
625 inconel |
Inconel 718 |
|
Composition |
Ni-Cr-Fe alloy |
Ni-Cr-Mo alloy |
Ni-Cr-Fe-Ni alloy |
|
Properties |
Good oxidizing and reducing environment corrosion resistance |
High corrosion resistance |
Good corrosion resistance |
|
Machinability rating (AISI) |
12% |
17% |
12% |
|
Applications |
Heat exchangers, chemical processing equipment, and aerospace |
Chemical processing, nuclear plants, oil and gas sectors, and aerospace part |
Gas turbine engines, aerospace and high-pressure applications parts. |
Monel vs. Inconel Machining: Key Difference
Monel is copper based alloy having 30-40% of Cu of its weight. While inconel is chromium based alloy. Inconel has higher strength and can withstand higher load than monel. Monel is more ductile but has more corrosion resistance
|
Features |
Inconel |
Monel |
|
Hardness |
Hard |
Ductile |
|
Strength |
High |
Low |
|
Properties |
High temperature resistance |
Corroion resistance |
|
Machinability |
Hard |
Easy |
|
Cutting Tool Requirements |
Specialized tools |
Standard tools |
Why Is Inconel So Difficult To Machine? Key Challenges
Inconel has high toughness, strength and hardness. It also has high tendency to work-harden quickly and make machineability challenging. It requires high cutting forces, heat generations, tool wear and require specialized tools and techniques.
Common Types Of Inconel Machining
Inconel is commonly drilled and cut. Drilling inconel requires specialized tool to drill a precise hole due to high strength. Cutting inconel can be less challenging in annealed condition. Other machining process for inconel are turning, boring, milling, grinding and special processes like electrical discharge machining and electrochemical machining for complex geometries for precision
-What Makes Inconel Difficult To Machine?
There are few factors that overall reduce the machinability of inconel. These are like:
High Work Hardening and Tool Wear
Inconel is susceptible to work hardening and can make the screw machining of inconel parts difficult. This leads to rapid tool wear and requires high-quality cutting tools and optimal machining parameters.
Heat Generation and Thermal Management
Inconel is heat resistant and high -strengthened material which make difficult machining. The heat resistance build up heat at cutting zone and compromises the surface integrity. Specialized tools and methods are required to dissipate heat
Common Defects in Inconel Machining
Inconel cracks due to different reasons high temperatures, stress corrosion in chloride and hot water, welding processes and heat treatments. It also results in poor surface finish due to thermal resistance and high strength which lead to work hardening, tool wear and ultimately high cutting forces impact surface roughness and produces burr.
3 Tips for Efficient Inconel Machining
There are 3 tips to efficiently machine the Inconel
Tip #1: Avoid Peck Drilling in Deep Holes
Peck drilling includes chip removal and tool cutting in deep holes.
Alternative Strategies for Chip Evacuation
Inconel machining produces long, stringy chips that can jam the holes. It leads to tool breakage if not removed. Peck drilling allows chip to remove periodically and efficiently
Toolpath Optimization for Continuous Cutting
High thermal conductivity results in rapid tool heating in deep hole machining. Peck drilling allows use of tool coolant to optimize the toolpath and provides interval to cool down the tool
Tip #2: Start with Solution-Treated Material
Solution-treated inconel improves screw machining of inconel parts and homogenize the microstructure and minimize the work hardening.
Benefits of Annealed vs. Aged Inconel
Annealing is advantageous it restore ductility, prevent cracking and helps to ease the further processing by reducing hardness. Aging or precipitation hardening is the formation of fine precipitates within the inconel matrix. It increases strength and hardness of inconel after annealing.
How Heat Treatment Affects Machinability
Heat treatment alters the microstructural and mechanical properties of inconel specially inconel 718. it further improves machineability through methods like homogenizing microstructure and reducing hardness.
Tip #3: Implement High-Pressure Coolant Systems
High-pressure coolant improves tool life, better chip removal and reduces cutting temperatures which are the common challenges occurred during machining of inconel 718 and 625 inconel
Coolant Types for Inconel (Emulsion vs. Synthetic)
High-pressure coolant with a mineral oil-based coolant like minimum quantity lubrication (MQL) or cryogenic cooling to manage heat generation and increase tool life. These coolants are emulsion coolant which increases thermal conductivity, remove chips and reduce heat buildup at cutting zone.
Nozzle Positioning for Maximum Heat Transfer
Nozzle positioning at high-velocity coolant jet towards the cutting zone o the rake face gives good machining results. It acts as hydraulic wedge to lift chips and minimizes cutting forces, contact length and temperature at cutting zone.
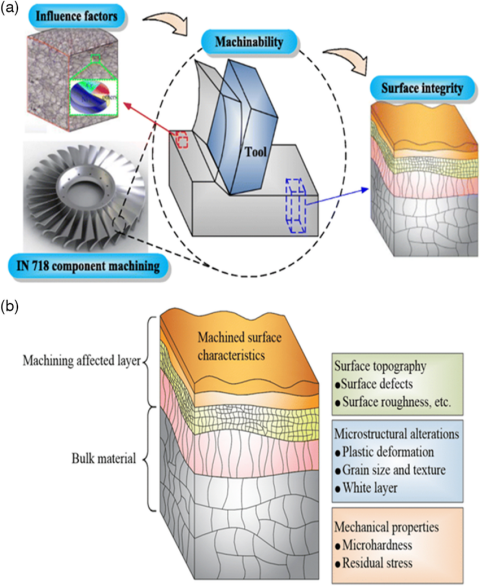
Inconel 718 machining
Essential Tools for Machining Inconel: Carbide, Ceramic, and Beyond
Carbide and ceramics tools are used for effective machining of inconel. Ceramic tools maintains cutting efficiency during machining
Cutting Tool Materials Compared
Carbide tools and ceramic tools are commonly used for machining depending on applications.
Carbide Tools VS Ceramic Tools
Carbide tools are preferred for general machining for effective results. Ceramics tools are used for high-speed applications. another type is coated tools with material like TiAlN can withstand high temperatures. Carbide tools also have high hardness and wear resistance while ceramic tools have high hot hardness
Best Tool Coatings for Inconel
Best coating tools for inconel are TiAlN and AlTiN. These are famous for their heat resistance and reduces friction which is crucial for cold-working of heat resistant alloys.
TiAlN vs. AlTiN: Which Coating Lasts Longer?
AlTiN coating lasts longer and increases tool life and performance in high-temperature applications. It also have high oxidation resistance and thermal capability.While TiAlN increases hardness, wear resistance, surface quality and lower friction co-efficient.
Machining Parameters Recommendation
Machining parameters like cutting speed, feed rate, depth of cut, coolant must be optimized to get best machining results.
For machining Inconel, consider lower cutting speeds to reduce heat buildup, optimize feed rates for consistent tool engagement, and control depth of cut to manage thermal and mechanical loads.
Inconel 718 Machining Parameters
For effective machining of inconel 718, use low cutting speed to minimize the heat build-up at cutting zones. Optimize feed rate for consistent tool engagement and control depth of cut to manage thermal and mechanical loads. For inconel 718, cutting speed must be 70-80m.min, feed rate from 0.08-0.125mm/rev and 0.5mm depth of cut with multi coated carbide inserts.
Adjusting Parameters for Thin-Walled Parts
Machining thin-walled inconel 718, consider low cutting speed and feed rate with appropriate tool geometry and material to reduce cutting force, temperatures and tool wear. It also maintains accuracy and surface integrity.
Inconel 625 vs. 718: How To Adjust Parameters?
It is crucial to adjust machining parameters for 625 inconel and 718 due to high work-hardening and low thermal conductivity.
625 inconel must be machined at cutting speed of 100m/min and for inconel 718 120m/min, feed rate for
|
Parameters |
Inconel 625 |
Inconel 718 |
|
Cutting speed |
100m/min |
120m/min |
|
Feed rate |
0.3mm/rev |
0.15mm/rev |
|
Depth of cut |
0.75mm |
0.6mm |
Post-Machining Processes: Welding, Passivation, and Finishing
Post machining processes increase surface quality, performance, dimensional accuracy considering ability to work hardening of inconel
Is Inconel Easy To Weld?
No, inconel welding can be hard because of high melting point and ability to crack during processing. But using correct material and method can ease the welding of inconel specially 625 alloy.
What’s The Common Surface Finishing Technique?
Common techniques for surface finishing for inconel are mechanical treatments, chemical treatments and electrochemical methods.
- Mechanical Finishing:
These include grinding, honing to improve dimensional accuracy and surface smoothness, shot peening to improve fatigue resistance, polishing and lapping to create smooth surface and burnishing to harden the surface.
- Electrochemical methods:
Electropolishing to remove material from surface for bright surface, plasma nitriding for creating hard and wear resistant layer by introducing nitrogen into the surface and electrical discharge method to erode material for complex shape and features and to improve corrosion resistance
When and Why Is Passivation Required?
Passivation is chemical treatment that removes iron from surface and improve corrosion resistance and for shiny surface. Chemical conversion coating also create protecting layer to improve adhesion, corrosion resistance and electrical insulation.
Machined Inconel Advantages To Industry-Specific Applications
Machined inconel alloys has high corrosion resistance, high temperature resistance for aerospace, oil and gas and chemical processing industries.
Aerospace Components
Aerospace parts made of inconel like turbine blades and engine casing have ability to withstand high temperature and stresses. Inconel improves mechanical properties, tensile strength and wear and tear resistance of aerospace parts.
Oil & Gas Equipment
Inconel alloys like inconel 600 are highly corrosion resistant for harsh conditions and are suitable for oil and gas industries. Oil and gas extraction equipment like pipelines, pumps, valves and well casing made of inconel can survive highly corrosive environment and harsh conditions like H2S environments.
How to Choose the Right Inconel Machining Service Provider
There are several factors to consider to choose right inconel machining service like experience and expertise, technical experience, quality assurance, and industry-specifc expertise to ensure reliability and precision of parts.
Evaluating Expertise in Nickel-Based Alloys
Find the provider with a proven track record of successfully machining nickle-based alloys because it needs specialized knowledge and experience. And prioritize [providers with experience in sectors like aerospace, defense or medical fields.
Certifications and Quality Assurance Standards
A robust quality management system and full inspection capabilities are crucial for consistent quality to meet part requirement. Industries adhere to strict guidelines and standards like ASME SB44 and ASME SB446 for material specification to ensure precision and accuracy must be preferred. Tuofa CNC machining service are one of best service providers in China. For information visit: http://tuofa-cncmachining.com/
Conclusion:
Inconel supper-alloys are well-known for their high-temperature resistance and strength but has challenging machining due to high work-hardening and heat generation. It s machining requires specialized tool, methods and parameters for effective results. For better results, use carbide coated and ceramic inserts cutting tools, low cutting speed and feed rate and high-pressure coolant to reduce heat generation at cutting zone.
FAQs:
Can You Plasma Cut Inconel?
Yes, you can cut plasma. It requires careful consideration of cutting parameters and can be challenging due to high hardness and toughness and Inconel alloys
Is Inconel Harder to Machine Than Titanium?
Yes, inconel is harder to machine than titanium. It has high hardness, strength, work-harden abilities and low thermal conductivity than titanium which results in high tool wear and heat buildup at cutting zone.
What Causes Inconel to Crack During Machining?
Inconel can crack during machining sue to high cutting force, heat generation and work-harden tendency which results in stress concentration along grain boundaries or create brittle phase.
 Ceramic Coating vs Powder Coating: Difference & Application in Precision Parts
Ceramic Coating vs Powder Coating: Difference & Application in Precision Parts 







