 Tel/WeChat:
Tel/WeChat:  Email:
Email: 
 Home
HomeChamfer VS Fillet: The Cost is in The Details

 Published:Dec 05,2022
Published:Dec 05,2022 
In Tuofa CNC Machining workshop, there are many parts have the rounded corners and edges . This design is called remove sharp edges and corners. In the quality inspection department of the precision workshop, we can see that many parts have been treated with this process.
When custom CNC machining parts, in addition to sharp corners (regular geometric figures between two connecting surfaces or vertices), some corners can also be designed as chamfer or rounded corners.
Knowing the difference between chamfer and fillet is a fundamental factor that designers must consider. Because it affects the ease and cost of part manufacturing. In general, fillet and chamfer result in additional CNC machining costs while reducing production speed. Therefore, whether to use rounded corners and chamfer needs to be considered comprehensively.

What is fillet
Fillet: The edges or corners of parts are rounded to eliminate all sharp corners, which can improve appearance and service life, and avoid sharp corners from hurting users.
Three types of fillets
Three types of mechanisms for fillets: Beveled Fillets, Concave Fillets, and Cabochon Fillets. Fillets reduce stress on a part, distributing stress over a larger surface, helping to prevent sudden deformation of compressed parts. Also the best choice for eliminating and remove sharp edges.
The role of rounded corners:
The design and processing quality of the fillet has a direct impact on the reliability of mechanical parts. This implications is manifested in the following two aspects.
(1) The size and processing quality of the fillet directly affect the heat treatment process performance of the part. Heat treatment is an important method of material performance enhancement, and it is also a process to test the material and part defects (structural defects and processing defects).
Improper design or processing of mechanical parts’ fillet is a common factor that causes heat treatment distortion and cracking. During the heat treatment (especially quenching) process of parts, due to the joint effect of phase transformation stress (difference in volume change due to structural transformation) and thermal stress (difference in thermal expansion and contraction of different parts’ area due to temperature difference), the part will be distorted when this stress exceeds the breaking strength of the material. It also will cause the part to crack.
(2) The sudden change of part structure is the place of stress concentration. At the place of stress concentration, the initiation and propagation of micro-cracks are easier and faster. Due to the improper design or processing of the fillet, during CNC machining, the alternating stress can "self-seek" to the weakest area. This area will have some microcrack, and subsequent crack propagation leads to fatigue failure. Among them, early failure (low cycle fatigue) is more harmful for parts. And the damage of mechanical products will appear in the form of "sudden", which contains great danger.
What is chamfer
Chamfer is machining the beveled edge or corner for the part. Chamfer can remove burrs and facilitate some assembly.
Chamfer is to remove the burrs on the parts during machining. And chamfer the edge of parts is facilitate the assembly.
The functions of chamfer are as follows:
(1) Remove sharp edges (for safety).
(2), guide (facilitate assembly).
(3) Remove burrs and make them beautiful.
(4) Bearing steel parts must have chamfer during rough machining before heat treatment, which plays a very important role in the release of stress, redistribution of internal structure, less cracks and reduction of deformation during heat treatment of the material.
Machines used for chamfer:
1. Automatic switch
The function of this automatic switch: plug the power supply of two different machines into the jack of the automatic switch, and the automatic switch will link the two machines together. Linkage means that the two machines are divided into main and auxiliary. One is the master, the other is the auxiliary, and the master controls the auxiliary.
When the main machine is started, the auxiliary machine is also started and when the main machine is stopped, and the auxiliary machine is also stopped. This is the linkage. When the two machines are not connected to the automatic switch, they are separate and have no relationship.
Having said that, I believe everyone can imagine the usefulness of the automatic switch.
2. High pressure pump
With the automatic switch, we can match it with a miniature high-pressure water pump, and we can easily and worry-free for machining (show and demonstrate the range of the water pump).
Don't underestimate this miniature water pump. The horizontal range exceeds 5 meters. If it is connected with a rubber hose, the height can reach 10 meters. It is most suitable for supplying water to the water drilling rig.
The universal nozzle is suitable for use on any marble machine, and its fixing clip can be easily fixed on the marble machine, and the size of the water spray can be adjusted.
The nozzle is connected to the water pump through the rubber hose, and the water pump is controlled by the marble machine through the automatic switch, forming a set of automatic water spraying device.
The device can be upgraded to an automatic cooling type after the marble machine and the water drilling rig are matched. The construction dust is reduced, and construction workers are prevented from inhaling brick dust and getting pneumoconiosis.
Fillet VS Chamfer
The smooth edges created by rounded corners are also easier to coat and paint. Conversely, chamfer can cause the coating to flake off over time.
Chamfers are easier to wear because they have sharp edges, but they are safer than sharp corners because those edges are hidden. Chamfers are more forgiving than fillets when assembling mating parts. The chamfered holes allow for smooth movement and insertion, making them ideal for allowing easy access of male parts to female parts during assembly. What's more, chamfers of different sizes can be created with one tool.
Corner chamfer includes chamfer and fillet. They play a very important role in the manufacture, assembly and use of products and cannot be ignored. As a result, many engineers want to add a chamfer when they see the corners during product design, and the corners must be rounded. As everyone knows, adding chamfers and rounded corners at will may greatly increase the cost of product manufacturing.
|
Try Tuofa Now! Tuofa Engineer Support Team - Real human quotes are more accurate than software quotes |
Get a free quote |
Where else do you need chamfer or fillet
The design of chamfer and fillet is mainly for the needs of safety, craftsmanship, and appearance decoration.
Security needs
After the parts are milled, the corners are often very sharp. Chamfer and fillet are often used to remove sharp corners and burrs to avoid scratches. Chamfer and fillet in these places can also remove the stress at the tip of the product, reducing damage and failure of the product caused by bumps and fatigue.
Craft products
And some parts must be designed with appropriate chamfers and rounded corners due to process requirements. The chamfer of the shaft hole and parts is easy to assemble; the chamfer of the tooth top of the gear can not only prevent the heat treatment deformation from causing the top of the tooth to warp, but also prevent the top of the tooth from collapsing due to hardening, so as to avoid affecting the meshing quality.
Powder metallurgy parts
The design draft angle of powder metallurgy parts can facilitate product demoulding and reduce wear; the design of chamfer or fillet at the corner of product structure facilitates smooth circulation of liquid in the mold, uniform pressure and convenient demoulding.
Decorative products
Chamfers and fillets also have a decorative effect. The rounded chamfer makes the product more friendly and attractive. Four types of chamfer methods are commonly used in product design: equal chamfer, relative chamfer, reverse chamfer and plane transition chamfer.
The characteristics of the equal chamfer are that the horizontal lines are parallel to each other, and the edges of the section outline are perpendicular to each other. When the chamfer radius is not large, a tough and delicate "line" will be formed, which can reflect the delicacy and overall sense of product craftsmanship.

The virtual space generated by the related chamfer is outside the parts, which makes the volume of the whole product significantly smaller, and "cuts" the product thinner visually, which not only weakens the rigid and indifferent image of the rectangle, but also makes the overall shape simple. It enhances the overall sense of the product and is widely used in electronic products.
The form of departure chamfer includes changes of polyline, curve, angle and virtual space. Compared with the equal-type chamfer, the rhythmic changes of the diverging-type chamfer body, surface turning, and three-dimensional space produce dynamic hints and have a strong independent effect on body segmentation. The most typical applications are mobile phone keys and computer keyboards, and the opening and closing covers of some electronic products also use this type of chamfer.
Plane excessive chamfer is the most common type of chamfer, and there is no obvious parting line. The smooth and transitional, rich and diverse shapes, enhance the overall beauty of the product.
Chamfer and Fillet, how to choose
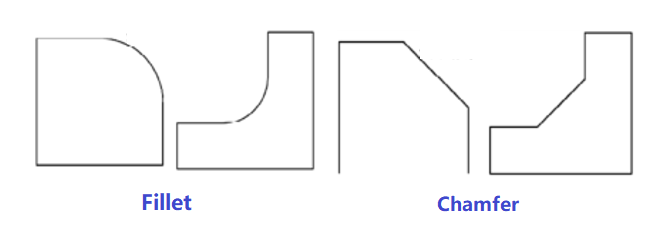
The transition part of the fillet is smooth, without sharp points and edges; while the chamfer forms a bevel, and no matter how the inclination angle changes, the two sides of the bevel will form sharp corners with the outline of the part, but these sharp points An angle is obtuse, not sharp. Therefore, rounded corners are more suitable for reducing stress concentration than chamfered corners, and the protection performance of rounded corners is better than that of chamfered corners.
In the assembly relationship, the chamfer design often plays a leading role to facilitate assembly, but it is necessary to avoid interference. Take the fillet and chamfer in the following figure as an example. To ensure that there is no interference, when the outer chamfer and inner fillet are matched, the outer chamfer must be larger than the inner chamfer of the inner fillet. Similarly, when the outer fillet and inner fillet chamfer are combined, the outer fillet must be larger than the inner fillet chamfer.
In machining, both rounded corners and chamfered corners can be completed by cutting, grinding and other processing methods, but the processing range of chamfer is wider than that of rounded corners, and it is easier to process.
For example, when processing a shaft part, when using an ordinary lathe, the chamfer can be completed with an ordinary turning tool, and a special forming tool is required for the rounded corner; when machining with a CNC machine tool, the efficiency of chamfer is higher than that of rounded corners.
Contrast between chamfer and fillet |
||
| Compare items | Chamfer | Fillet |
| Purpose | The chamfering of the orifice plays the role of leading in, and the chamfering is often used for external features | To avoid hurting people with sharp edges, use rounded corners for internal features |
| Cost | When the parts are cut manually, it is cheaper | If it is milling, relatively speaking, the cost is higher than that of chamfering |
| Time | Faster | Takes more time than chamfering unless ball end mills are already used for complex shapes |
| Tool | One tool can process chamfers of various sizes | Different tools are required to process different fillet sizes |
| Coating | There are still sharp edges at the chamfer, and the coating is easy to peel off | If coating is required, rounded corners are preferred |
Therefore, in terms of economy, chamfer is better than rounded corners. When there are no special requirements, chamfer is preferred for outer surfaces and planes. The corner of the side wall of the inner cavity should be rounded as much as possible, because during the cutting process of the tool with the side edge, the radius arc of the tool will be left at the corner. If the side wall of the inner cavity is processed into a chamfer or a right angle, auxiliary processing equipment such as electric discharge machining is required, which will result in relatively high costs.
How to design the more cost-effective chamfer?
The tool cost caused by chamfer will increase proportionally with the increase of edge radius, and fillet corners regardless of the occasion will cause unnecessary processing costs.
Before adding chamfers or rounded corners to part design, you can think about the following 4 questions:
- What does a chamfer or fillet do?
- Is the chamfer and fillet necessary for the function of the part?
- Is it cost-effective to increase this design given the planned production quantities?
- How to check tolerance?
If it is just proofing, the cost of each part is already high, and it is not cost-effective to add chamfer or fillet design. But if mass-produced, the cost per part does not increase much, which is cost-effective. And for casting or forging processes, rounded corners are not only cost-effective, but a must.
The smaller the tolerance, the higher the machining cost. If size is determined to be unimportant, the chamfer can be removed from the solid model and a note can be added to the drawing stating "Sharp edges are blunted and given range values for blunt chamfers or arcs".

Give solutions from 4 aspects
From the perspective of the function, position tolerance and cost of CNC machining parts.
1. Function
Don't forget about the end use of your CNC machined part product. Are sharp edges more likely to damage the environment? Will the part be used in a load bearing application? If used, how much weight should the CNC machined part bear? Consider whether product functionality depends on the presence of chamfers or fillets.
For example, should the part be painted or coated, or should it be varnished for extended wear? Does the component have to match the mating part exactly, or is there some allowance? Answering these questions will help you decide which corner to use.
2. Location (inside and outside)
It is important to consider whether the corner you are designing is on the inside or outside of the CNC machined part. It is even more important to carefully consider the outer edge, as it is almost always more visible, more susceptible to external conditions, and wear over time.
However, it is also important to consider inside corner chamfers or fillets when designing the proper bore for the shaft. Chamfer along the edge of the hole is recommended as chamfer the hole displaces the pin and makes insertion of the fastener easier.
3. Tolerance
Optimizing dimensional tolerances is an important part of product design, especially when machining parts on a CNC. Determine how accurate your product needs to be and how incorrect measurements can affect product function and fit.
Also, ask yourself how important tolerances are to ensuring the performance of your CNC machined parts, and consider how they will be inspected. Note that applying very tight tolerances can be expensive, and chamfers often increase tolerances.
4. Quantity of parts
Applying chamfers and fillets can be expensive. Consider whether rounds and chamfers are critical to the success of your CNC machined parts, or just an added bonus. If you do need specialized corners, consider how many parts will need to be manufactured, as this will also affect the cost of the CNC machined part.
Therefore, in order to save costs, a necessary principle for designing chamfers and fillet is: to meet the requirements of part, add as few strict tolerances, large-size rounded corners and chamfers as possible.
| Let's Start A New Project Today |
| Get a Free Quote |
Conclusion
The design and processing of fillets and chamfers are very simple, but if they are not handled properly, they may cause big problems. Therefore, in the early stage of parts design, the drawing should be made strictly according to the principle of non-interference, and at the same time, it should not be ignored because of the small chamfer during processing. The right approach by Tuofa CNC machining precision machine shop can make such designs more efficient, cost-effective, and last longer. In short, try to avoid the losses caused by poor fillet or chamfer, because these losses are completely avoidable.
Why these strengths are so important to you
Tuofa CNC machining engineer team usually starts from the initial sketch, calculates the complex features and precise specifications of the part. These parts may include threads, holes, grooves or tapers, and they must fit precisely with other components for optimum performance.
Precision machine shops require machinists to use specialized equipment to achieve tighter tolerances. Using computer numerically controlled machines (CNC machines), lathes and 3axis, 4 axis and 5 axis milling, our team ensures the success of your CNC machining projects.
Tuofa's precision machining process can achieve higher precision, and each cutting is done by an advanced machine from Germany and the United States, which receives instructions from computer software. These machines can make precise cuts within a limited margin of error. This leads to increased repeatability. You can continue to produce 1-1,000,000 identical parts of the same specification with tolerances as small as 0.01-0.05mm.
Tuofa CNC Machining is a leading precision parts contract manufacturer in China. As a metal and plastic parts manufacturer with more than 16 years of experience, Tuofa provides expertise and reliable solutions for simple or complex machined parts.
 Aluminum: 4 Welding Methods & 12 Welding Defects
Aluminum: 4 Welding Methods & 12 Welding Defects 







