 Tel/WeChat:
Tel/WeChat:  Email:
Email: 
 Home
Home45 Steel Heat Treatment: 700°C to 930°C

 Published:Dec 15,2022
Published:Dec 15,2022 
Today, CNC Machining Parts Manufacturer will share with you the relationship between quenching, microstructure and properties of 45 steel, so as to deepen the understanding of the degree of influence of different heat treatment processes on the microstructure.
Case Analysis 1
Material name: 45 steel
Treatment status: water quenching at 700°C for 15 minutes
Etching agent: 4% nitric acid alcohol solution

Figure 1 45 steel 700 ℃ heating water quenching structure 400X
Structure Description: The quenched structure shown in Figure 1 is composed of white irregular polygonal ferrite, flaky pearlite, and point pearlite. The sample was originally subjected to underheating quenching treatment, but due to operational errors, the heating temperature was adjusted to 700°C, while the holding time and cooling method still used the quenching process.
Under a 400x microscope: When 45 steel is heated at a higher temperature below Ac1, the cementite in the pearlite will be spheroidized to form granular pearlite. However, due to the short holding time of this sample, some of the cementite in the pearlite was broken into dots and then water-cooled before they aggregated and grew up, so some dotted pearlites were formed. Its hardness value is similar to that of the annealed structure.
Case Analysis 2
Material name: 45 steel
Treatment status: water quenching at 760°C for 15 minutes
Etching agent: 4% nitric acid alcohol solution
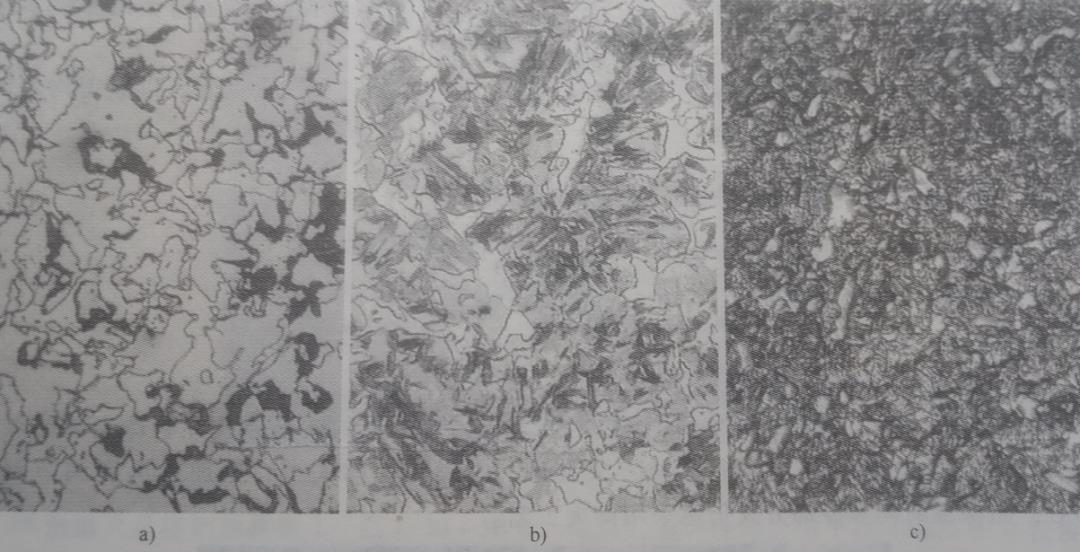
Figure 2 45 steel underheated quenching structure 400X
Organization Description:
The structure shown in Figure 2a is more white polygonal and massive undissolved ferrite, a small amount of black troostite, off-white martensite and retained austenite precipitated along the grain boundary, and the hardness is about 30HRC;
The structure shown in Figure 2b is white polygonal undissolved ferrite, a small amount of dark lath martensite, off-white martensite and retained austenite, and the hardness is about 43HRC;
The structure shown in Figure 2c is white polygonal undissolved ferrite, dark lath martensite, sheet martensite and retained austenite, with a hardness of 53HRC.
Figure 2 shows the microstructure of the underheated quenched sample in the same furnace. The experiment was divided into three groups. During underheat quenching, in order not to confuse each group, the samples were placed in different positions in the furnace, so that the temperature of the samples in the same furnace was different, resulting in hardness and microstructure. difference in Under a 400X microscope, the length of martensite can reach 7mm.
Theoretically, Ac1 of 45 steel is 724°C, Ac3 is 780°C, the underheating quenching heating temperature is in the two-phase region, the microstructure is austenite and undissolved ferrite, the amount of undissolved ferrite and the heating temperature It is related to the length of holding time. The closer the heating temperature is to Ac3, the less the amount of undissolved ferrite, and its shape is related to the amount. When the amount is large, it is polygonal or massive; when the amount is small, it is basically polygonal and distributed at the grain boundary. During quenching and cooling, these undissolved ferrites are retained without transformation. At the same time, due to the low quenching temperature and short holding time. The degree of homogenization of the austenite is poor, and the local area undergoes Troostite transformation during cooling.
Case Analysis 3
Material name: 45 steel
Treatment status: water quenching at 830°C for 15 minutes
Etching agent: 4% nitric acid alcohol solution

Figure 3 45 steel 830 ℃ heating and quenching structure 400X
Organization Description:
The quenched structure shown in Figure 3 is medium carbon martensite and white retained austenite. The shape of martensite is actually a mixture of lath and sheet, and the average hardness is about 60HRC. The martensite length can reach 10mm under a 400X microscope.
Case Analysis 4
Material name: 45 steel
Processing status: water quenching at 840°C for 25 minutes (1)
Etching agent: 4% nitric acid alcohol solution

Figure 4 45 steel 840 ℃ heating and quenching structure (1) 400X
Organization Description:
The quenched structure shown in Figure 4 is medium carbon martensite and white retained austenite, with an average hardness of about 60HRC. The martensite length is about 12mm under a 400X microscope.
Case Analysis 5
Material name: 45 steel
Processing status: water quenching at 840°C for 25 minutes (2)
Etching agent: 4% nitric acid alcohol solution
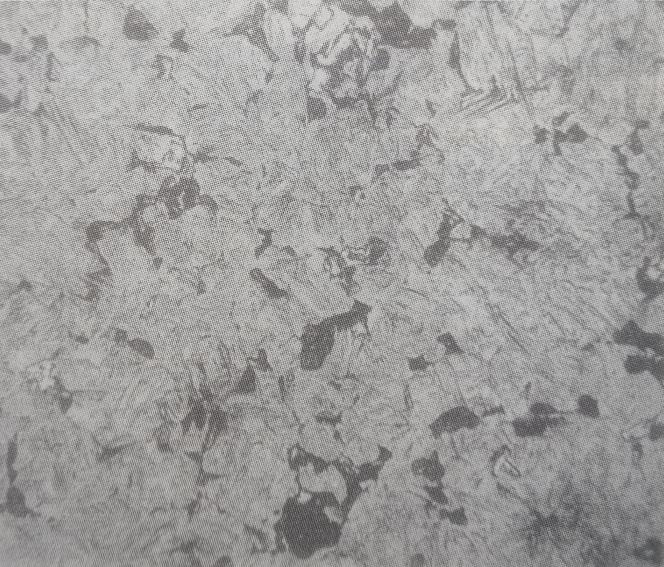
Fig.5 Microstructure of 45 steel 840℃ heating and quenching (2) 400X
Organization Description:
The quenched structure shown in Figure 5 is a very small amount of white intermittent network proeutectoid ferrite and black quenched troostite distributed along the grain boundary, carbon martensite and white retained austenite matrix in quenching, and the average hardness is About 53HRC.
The sample shown in Figure 5 and the sample shown in Figure 4 were heated in the same furnace and quenched in water sequentially. In some samples, non-martensitic structure appeared in the quenched structure, and the performance showed uneven hardness. The hardness of the area with troostite was low, and the area without troostite was normal quenching hardness. Insufficient hardness reduces the wear resistance of the workpiece surface, especially the fatigue performance is significantly reduced.
|
Try Tuofa Now! Tuofa Engineer Support Team - Real human quotes are more accurate than software quotes |
Get a free quote |
There are many reasons for the appearance of non-martensitic structures in the quenched workpiece, such as insufficient agitation of the quenching cooling medium, insufficient movement of the workpiece in the quenching cooling medium, or when the direction of the workpiece surface immersed in the medium is wrong, the steam in certain parts of the workpiece surface is often delayed The film ruptures, resulting in a decrease in the cooling rate, high temperature decomposition products, the formation of soft spots or a decrease in local hardness. The vapor film of water is more stable than that of brine, so soft spots are more likely to form on water-quenched workpieces. The higher the temperature of water and aqueous solution, the easier it is to produce soft spots; carbon steel with poor hardenability is prone to soft spots when the workpiece has a large cross-section; the surface of the workpiece is not clean, such as rust, stains, surface scale and carbon black etc., will also cause the local hardness to be low after quenching.
Insufficient heating can also cause insufficient hardness of the quenched workpiece, but improper cooling is the more common cause of insufficient hardness of the quenched workpiece. The workpiece stays for too long after it is released from the furnace and before quenching, the cooling medium is improperly selected or the temperature of the cooling medium is controlled too high, resulting in insufficient cooling capacity, and the temperature of the workpiece after quenching is too high when it is lifted from the cooling medium. The pearlite region of the cooling curve decomposes to form non-martensitic structures such as ferrite and troostite, which makes the hardness of the workpiece insufficient.
Case Analysis 6
Material name: 45 steel
Treatment status: oil quenching at 840°C for 25 minutes
Etching agent: 4% nitric acid alcohol solution
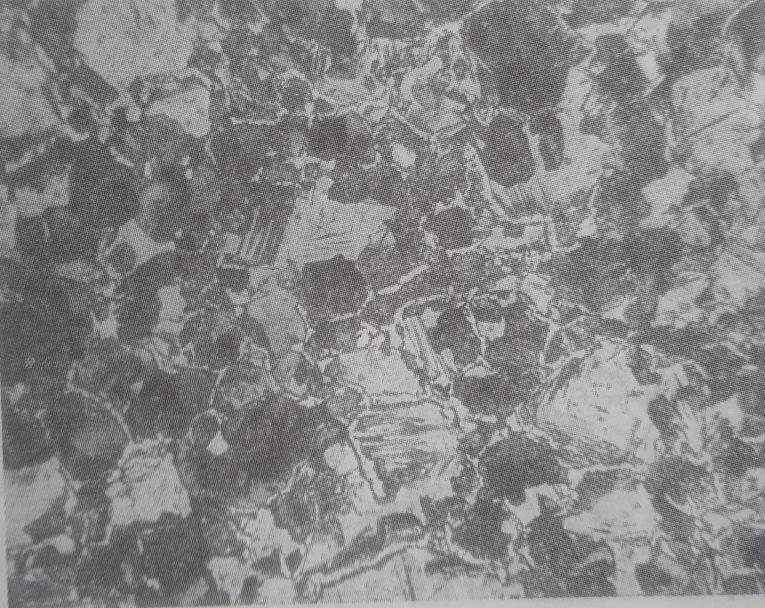
Figure 6 45 steel 840 ℃ heating and quenching structure (3) 400X
Organization Description:
The quenched structure shown in Figure 6 is composed of white proeutectoid reticular ferrite precipitated along the grain boundaries, dark flaky pearlite (quenched troostite), black feathery upper bainite and off-white martensite and Composed of retained austenite, the hardness is about 30HRC, and the grain size is uneven. The grain size is rated as 8-9 under a 400-fold microscope.
The hardenability of 45 steel is relatively poor. Since the cooling capacity of oil is lower than the critical quenching cooling rate of 45 steel, when oil is cooled, white reticular pro-eutectoid ferrite is precipitated on the austenite grain boundary, and then formed in turn. Martensite, feathery upper bainite, martensite and retained austenite.
Case Analysis 7
Material name: 45 steel
Treatment status: water quenching at 850°C for 20 minutes
Etching agent: 4% nitric acid alcohol solution

Fig.7 Microstructure of 45 steel after heating and quenching at 850℃ 400X
Organization Description:
Figure 7 shows that the quenched structure is medium carbon martensite and white retained austenite, the average hardness is about 60HRC, and the length of martensite can reach 15mm under a 400 times microscope.
Case Analysis 8
Material name: 45 steel
Treatment status: water quenching at 880°C for 30 minutes
Etching agent: 4% nitric acid alcohol solution
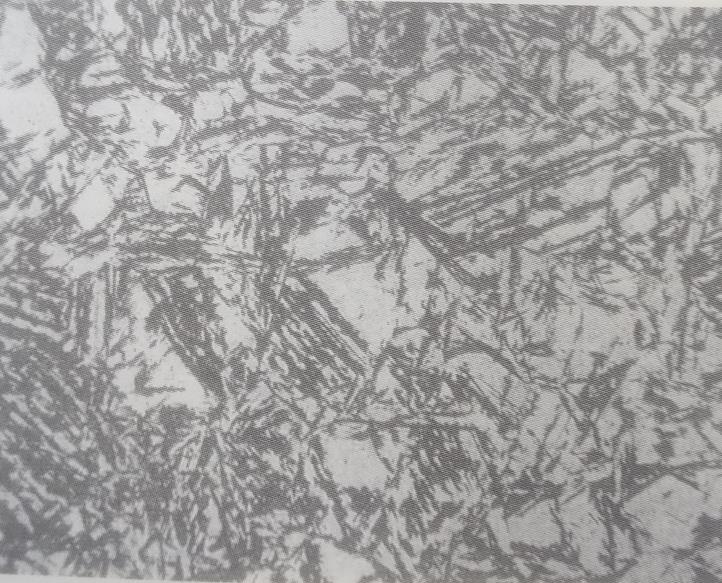
Fig.8 Microstructure of 45 steel 880℃ heating and quenching (1) 400X
Organization Description:
The quenched structure shown in Figure 8 is coarse medium-carbon martensite and white retained austenite, the average hardness is about 58HRC, and the length of martensite can reach 35mm under a 400-fold microscope.
The normal quenching temperature of 45 steel generally does not exceed 850 °C. The higher the temperature is, the larger the grain size is, the stability of austenite is relatively improved, the amount of retained austenite after quenching is relatively increased, and the hardness is reduced.
Case Analysis 9
Material name: 45 steel
Treatment status: oil quenching at 880°C for 30 minutes
Etching agent: 4% nitric acid alcohol solution

Fig.9 Microstructure of 45 steel 880℃ heating and quenching (2) 400X
Organization Description:
The quenched structure shown in Figure 9 consists of white fine-network proeutectoid ferrite, dark flaky pearlite (quenched troostite), feathery upper bainite, off-white martensite and residual Austenitic composition.
It can be seen from the formation of white fine network proeutectoid ferrite in the grain boundary that the austenite grains are relatively coarse. The grain size of this sample is rated as 6-7 under a 400-fold microscope.
Case Analysis 10
Material name: 45 steel
Processing status: water quenching at 900°C for 25 minutes (1)
Etching agent: 4% nitric acid alcohol solution
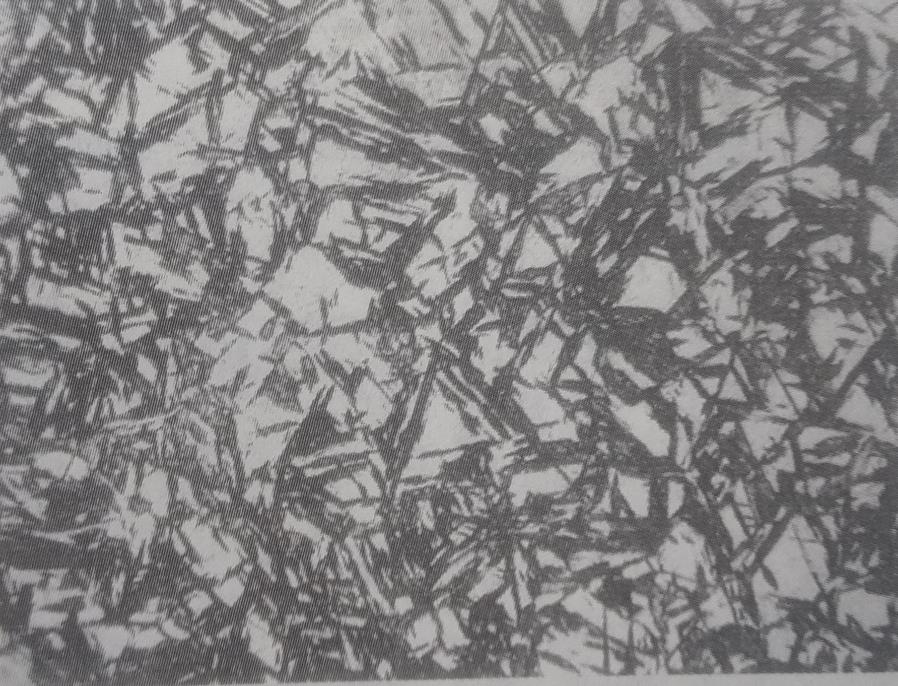
Fig.10 Microstructure of 45 steel 900℃ heating and quenching (1) 400X
Organization Description:
The quenched structure shown in Figure 10 is dark medium carbon martensite and white retained austenite, the average hardness is about 58HRC, and the length of martensite can reach 40mm under a 400 times microscope.
Due to the relatively high quenching heating temperature, the distribution of carbon in the austenite is relatively uniform, and coarse martensite and more retained austenite are obtained after quenching, so the hardness is reduced.
Case Analysis 11
Material name: 45 steel
Processing status: water quenching at 900°C for 25 minutes (2)
Etching agent: 4% nitric acid alcohol solution
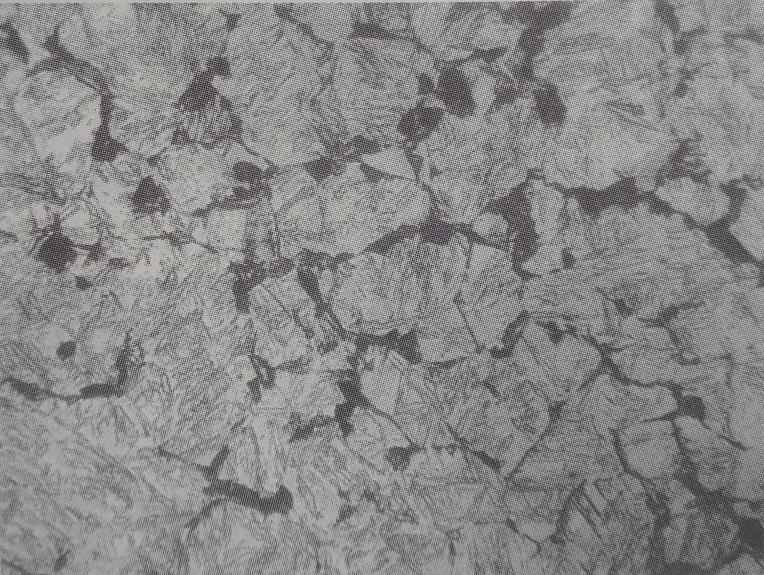
Fig.11 Microstructure of 45 steel 900℃ heating and quenching (2) 400X
Structure Description: The quenched structure shown in Figure 11 is composed of white fine network pro-eutectoid ferrite, black quenched troostite, quenched carbon martensite and retained austenite precipitated along the grain boundary.
The sample shown in Figure 11 is heated in the same furnace as that in Figure 10. On the one hand, it may be because the cooling capacity decreases with the increase of water temperature in the later stage of quenching, which makes the non-martensitic structure precipitated along the grain boundary appear in the quenched structure; on the other hand On the one hand, it may be due to the poor homogeneity of the chemical components in the austenite. During quenching and cooling, the cooling rate in the local area is relatively small. First, white fine-network pro-eutectoid ferrite is precipitated along the austenite grain boundary. , black quenched troostite is formed around the ferrite, and finally martensite and retained austenite are formed. The grain size of the sample is rated as 6-7 under the microscope of 400 times, and the hardness is about 54HRC.
Case Analysis 12
Material name: 45 steel
Treatment status: oil quenching at 900°C for 25 minutes
Etching agent: 4% nitric acid alcohol solution

Fig.12 Microstructure of 45 steel 900℃ heating and quenching (3) 400X
Organization Description:
The quenching structure shown in Figure 12 consists of white fine network proeutectoid ferrite precipitated along the grain boundaries, black quenched troostite, dark feathery upper bainite, coarse quenched carbon martensite and retained austenite Body composition, the average hardness is about 35HRC, and the grain size is rated as 5-6 under the microscope of 400 times.
Case Analysis 13
Material name: 45 steel
Treatment status: water quenching at 930°C for 15 minutes
Etching agent: 4% nitric acid alcohol solution
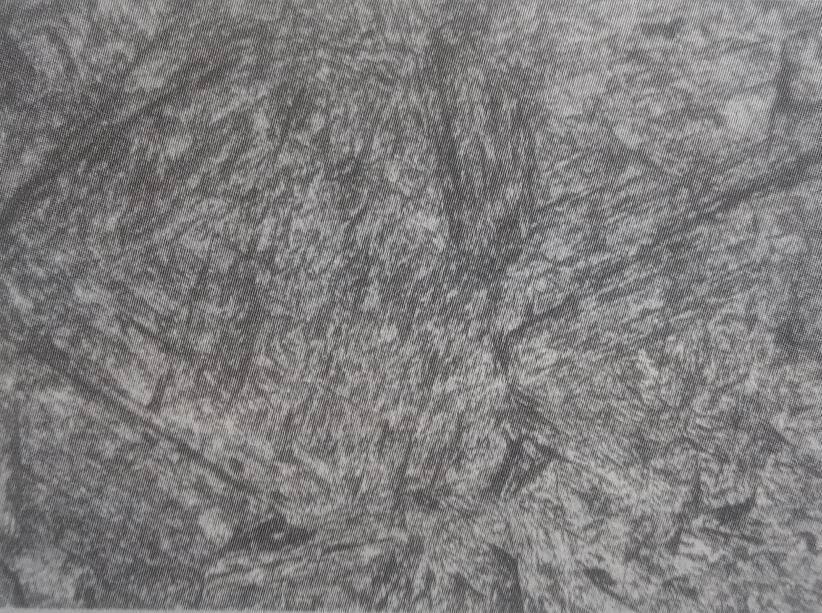
Fig.13 Microstructure of 45 steel 930℃ heating and quenching 400X
Organization Description:
The quenched structure shown in Figure 13 is coarse medium carbon martensite and retained austenite, the average hardness is about 58HRC, and the length of martensite can reach 70mm under a 400 times microscope.
Case Analysis 14
Material name: 45 steel
Treatment status: water quenching at 920°C for 20 minutes
Etching agent: 4% nitric acid alcohol solution

Fig.14 Microstructure of 45 steel 920℃ heating and quenching 400X
Structure Description: The quenched structure shown in Figure 14 is quenched carbon martensite and retained austenite.
Due to the high heating temperature and relatively short holding time, the grain sizes are different and the grain boundaries are clear. Under a 400X microscope, the grain size can reach up to grade 5. The appearance of mixed crystal phenomenon will increase the quenching stress of the workpiece and the tendency of quenching cracking will increase.

Conclusion
Tuofa CNC Machining shared with you the quenching structure of 45 steel at a heating temperature ranging from 700°C to 930°C, from which many defect structures that are often encountered in daily work can also be found. So, through the introduction of the article, has everyone's understanding of this type of defective organization improved further?
Expert Reviews
1. The carbon content range of No. 45 steel is 0.42/0.50%. There is a relatively large gap between the critical temperature of the actual workpiece and the nominal value. As the experiment is different from mass operation, the critical point of the actual workpiece material should be measured. then discuss
2. The hardenability of No. 45 steel is not high. The diameter of the sample and the sampling location must be explained, because different structures may appear on the entire radius, and the structure of the cross-section of the sample is slightly larger.
3. As the austenitizing temperature increases, the uniformity of austenite increases, the shear strength decreases, and the formation probability of lath martensite increases. If it is austenitized at 1200°C, the entire section of the quenched small sample can form a full lath martensite. Refer to the relationship between martensite morphology and austenite strength.
Tuofa CNC machining gives you peace of mind
Before you order parts, you can get parts faster while reducing costs through the CNC machining experts of Tuofa CNC Machining.
Whether it's 1 piece or 100,000 pieces, our precision workshop's ability to provide CNC machining services through a state-of-the-art facility allows our team to produce large quantities of components on tight deadlines without compromising quality.
Tuofa provides a wide range of CNC machining, sheet metal fabrication, 3D printing services, which are more reliable and repeatable than manual machining processes. High-volume CNC machining can help reduce production costs and increase efficiency while meeting the demands of virtually any job or project. All details required by the client are carefully checked and documented to ensure the highest quality. Our goal is to give our customers peace of mind.
 The Difference Between Milling and Welding: An Expert Guide for Beginners
The Difference Between Milling and Welding: An Expert Guide for Beginners 







