 Tel/WeChat:
Tel/WeChat:  Email:
Email: 
 Home
HomeTitanium Alloy Microfabrication: Additive VS Subtractive Manufacturing

 Published:Nov 07,2022
Published:Nov 07,2022 
Titanium alloy has the characteristics of high specific strength, strong corrosion resistance and good biocompatibility, and is an ideal material for manufacturing metal microstructures. However, titanium alloys have low thermal conductivity, small elastic modulus and strong chemical affinity, and are also typical difficult-to-machine materials.
On the basis of analyzing the processing characteristics of titanium alloy microstructure parts, Tuofa CNC machining reviewed the titanium alloy micro-manufacturing technology according to the forming methods of additive, equal and subtractive materials, and introduced the respective forming principles and process characteristics. The future development direction of titanium alloy microfabrication technology is also put forward.

Forming principle and process characteristics of titanium alloy
Precision and miniaturization are important development directions of modern manufacturing. As an important lightweight alloy, titanium alloy has the characteristics of high specific strength, strong corrosion resistance and good biocompatibility, and is considered to be an ideal material for manufacturing metal microstructures [1]. With the development of manufacturing technology, titanium alloys are bound to find more applications in aerospace, biomedical and precision instruments.
However, titanium alloy itself has low thermal conductivity, small elastic modulus and strong chemical affinity at high temperature, which is a typical difficult-to-machine material [2,3]. At the same time, metal microstructure parts are small in size, complex in features, and require high precision and surface quality. Traditional processing techniques generally have poor processing quality and rapid tool wear. Therefore, research and exploration of efficient and high-quality titanium alloy micro-fabrication technology has become a current hotspot.
This paper reviews the existing titanium alloy microfabrication methods and technologies according to the categories of additive, isomaterial and subtractive forming, introduces their forming principles and process characteristics, and puts forward the future development direction of titanium alloy microfabrication technology. Outlook.
Titanium alloy additive micro-manufacturing technology
Titanium alloy additive micro-manufacturing technology is based on digital models, prints two-dimensional cross-sections in a protective atmosphere, and accumulates continuous two-dimensional cross-sections to obtain three-dimensional entities. Common titanium alloy additive manufacturing technologies include selective laser melting (SLM) and selective electron beam melting (EBM).
SING et al. [4] prepared the titanium-tantalum alloy porous sample shown in Figure 1 by SLM technology, and found that the dimensional accuracy and mechanical properties of the porous structure are more sensitive to the laser power; MIRANDA et al. [5] studied the SLM technology to process thin walls The influence of processing parameters was analyzed by mathematical model, and microplate and micropillar structures were prepared by using Ti6Al4V as raw material; LIU et al. [6] prepared Ti2448 porous samples with excellent microstructure by EBM, and this test It has a higher strength to modulus ratio.
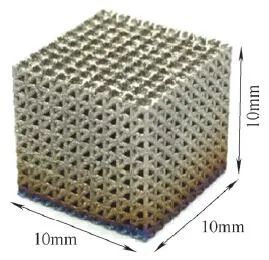 Fig.1 Ti-tantalum alloy porous sample processed by SLM technology
Fig.1 Ti-tantalum alloy porous sample processed by SLM technology
Parts produced by additive micromanufacturing techniques have internal pores that adversely affect their mechanical properties. In addition, this technology is processed by layer stacking, and the surface roughness of the finished parts is not good, and some occasions require follow-up processing to meet the actual needs.
Micro-manufacturing technology of titanium alloy and other materials
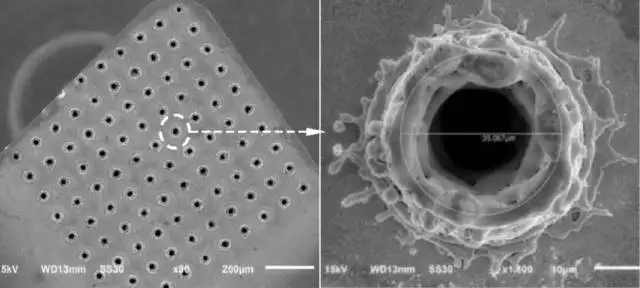
The micro-manufacturing technology of titanium alloy and other materials is mainly powder injection micro-forming technology. In this technology, powder and binder are mixed into processing raw materials, shaped into specific shapes, and the required products are obtained through degreasing, sintering and other links. The workpiece prepared by this technology is uniform in composition, with less waste in the later stage, and has the capacity of mass production. Some processing examples are shown in Figure 2 [7].

Fig.2 Titanium alloy microparts prepared by powder injection microforming
Due to the high cost of producing raw material - low-oxygen ultrafine spherical titanium powder, MANSHADI et al. [8] studied the processing feasibility of low-cost alternative raw material - hydride dehydrogenation (HDH) titanium powder, and determined the The key process parameters of the raw materials, the final product shrinks evenly, but the oxygen content is higher than expected; HAYAT et al [9] use water-soluble polyethylene glycol (PEG) as the main component, polycarbonate lactone (PPC), polymethyl Methyl acrylate (PMMA) was used as the main chain component to develop a new binder system suitable for titanium alloy powder injection microforming.
Titanium alloy powder injection microforming technology has mass production capacity. However, the high cost of raw materials limits the promotion of this technology. It is necessary to further develop the preparation process of low-oxygen ultrafine spherical powder, or to carry out research on the processing performance of low-cost alternative raw materials. In addition, the binder for micro-molding of titanium alloy powder is usually based on the processing technology of other powders, and its characteristics cannot be completely matched with titanium alloys. It is necessary to further develop new binders suitable for titanium alloys to obtain better processing results.
|
Try Tuofa Now! Tuofa Engineer Support Team - Real human quotes are more accurate than software quotes |
Get a free quote |
Titanium alloy subtractive micro-manufacturing technology
Mechanical micromachining technology
Mechanical micromachining technology removes material through the micro-cutting action of the tool, and has the advantages of high machining accuracy, good surface integrity, strong machining flexibility and stable surface composition.
PRATAP et al. [10] fabricated micro-pits and micro-grid structures on the surface of Ti6Al4V by ball-end micro-milling technology (partial microstructures are shown in Figure 3), and studied the tribological properties of different structures; ZIBEROV et al. [11] studied The effect of tool coating on tool wear during micro-cutting of titanium alloys was investigated. The results show that under dry cutting conditions, the tool wear can be reduced by 640% and 267% respectively when using diamond-like carbon coated tools and TiAlN coated tools to cut Ti6Al4V materials .
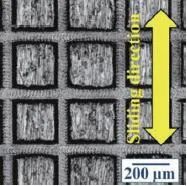
Fig. 3 Microstructure of Ti6Al4V processed by micro-milling
Due to the poor machining performance of titanium alloys, tool wear and surface burrs are prone to occur during the machining process, so the mechanical micromachining of titanium alloys is more difficult than conventional metals. Despite the recent explosion of research papers on mechanical micromachining of titanium alloys, the cases of its industrial application are actually very rare.
Thermal Micromachining Technology
(1) Laser micromachining technology Laser micromachining technology removes workpiece material through high-energy density laser, which has higher precision and smaller heat-affected zone than conventional laser processing technology, and is especially suitable for local thermal ablation of the workpiece.
TEMMLER et al. [12] carried out laser micromachining on titanium alloys at high scanning speed, and the processing effect is shown in Figure 4; Wang et al. [13] prepared a connected honeycomb structure on the surface of Ti6Al4V by laser micromachining technology. The optical reflectivity of the treated part surface was reduced by 90%.
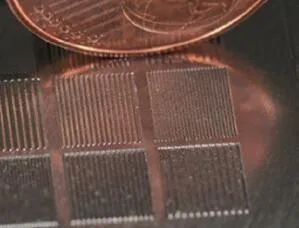
Fig.4 Surface microstructure of laser micromachined titanium alloy
The laser micromachining process is usually carried out in the air, and the surface of the workpiece is prone to oxidation and deterioration, and the surface of the titanium alloy is prone to thermal damage under the action of thermal energy. The cost of the short-pulse laser generator used in this technology is high, and it is necessary to further develop an efficient, reliable and low-cost short-pulse laser generator to promote the industrial application of this technology.
(2) EDM micromachining technology The EDM technology selects micron-scale tool electrodes, and removes materials by controlling the electric spark between the tool electrode and the workpiece. The technology has high machining accuracy and the ability to process high aspect ratio microstructures.
TONG et al. [14] proposed a new EDM micromachining process with dual-axis linkage and single-axis servo, and successfully processed NiTi alloy micro-parts through the new process (see Figure 5); FENG et al. [15] explored different tool electrode speeds under the The velocity field of the working gap medium and the distribution of the product, it is found that the high-speed rotating electrode helps to remove the product and improve the stability of the process.
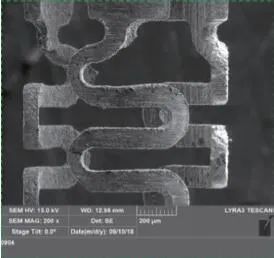
Fig. 5 NiTi microparts by EDM micromachining
EDM technology also removes workpiece material based on thermal effects, which is prone to thermal defects during machining. Due to frequent discharge during the machining process, the electrode will inevitably wear out and reduce the CNC machining accuracy. In addition, when processing high aspect ratio microstructures, the processed products are easily attached to the surface of the workpiece, which adversely affects the processing stability.
Titanium alloy electrolytic micromachining technology
Electrolytic micromachining technology is based on the principle of electrochemical dissolution technology, and the workpiece material is removed by anodic metal oxidation and dissolution. This technology has no electrode loss, no internal stress in the processing process, good surface roughness of the finished product, and the workpiece material is removed in the form of ions, and the theoretical accuracy can reach nanometer level.
In order to study the possibility of electrolytic micromachining of titanium alloys, ANASANE et al. [16] tested the dissolution characteristics of titanium alloys under different electrolyte conditions, and found that the electrolyte of ethylene glycol-sodium bromide combination showed excellent processing effect; ANASANE et al. [16] 17] studied the influence of process parameters on the machining accuracy in electrolytic micromachining, and prepared a square spiral microchannel through-slot structure as shown in Figure 6 on the surface of pure titanium by layer-by-layer electrolytic milling; YU et al. [18] in On the basis of sodium chloride-ethylene glycol electrolyte, a high-speed rotating spiral electrode is introduced to accelerate the removal of electrolysis products, and a micro-slit structure with high precision and high surface quality is fabricated on the titanium plate.
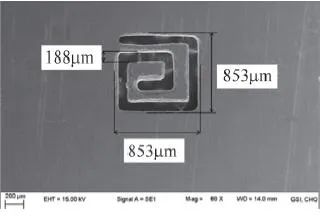 Fig.6 Square helical microchannel channel fabricated by electrolytic micromachining technology
Fig.6 Square helical microchannel channel fabricated by electrolytic micromachining technology
Titanium alloy has the characteristics of easy passivation, and it is easy to form a passivation layer in a water-based solution, which makes it difficult for the dissolution process to continue stably. At the same time, phenomena such as stray corrosion in the non-processed area and re-corrosion of the machined surface in the electrolytic micromachining will also adversely affect the processing effect of the finished product. Although the scientific and technological community is very interested in and full of expectations for the electrolytic micromachining of titanium alloys, the technology still needs a long way of exploration before it is practical.
Titanium alloy composite micromachining technology
Due to the many difficult-to-machine characteristics of titanium alloys, the processing method of a single material removal principle has certain limitations. Therefore, in order to obtain better processing results, two or more processes with different principles are often combined to form composite processing.
In order to solve the problem of poor cutting performance of titanium alloys, XIA et al. [19] proposed a laser-induced oxidation milling process, which controlled the delivery of laser and oxygen to induce the formation of a loose oxide layer on the surface of titanium alloys, and then realized material removal by micro-milling.
This technology achieves better machined surface quality with extremely low tool wear rates. Aiming at the problem of difficulty in discharging EDM products, SINGH et al. [20] developed an ultrasonic-assisted EDM micromachining device, and found that ultrasonic vibration has a significant impact on the material removal rate, tool wear rate and hole taper of EDM micromachining. In order to improve the reduction of machining stability caused by passivation of titanium alloys, Wang et al. [21] studied the material removal mechanism during mechanical electrolytic milling, and established a mathematical model to measure the ratio of electrochemical milling to conventional milling during machining. Compared with traditional electrolytic machining, mechanical electrolytic milling has higher machining efficiency.
Composite micromachining technology has fewer principle limitations and has higher development potential. However, the machining process is relatively complicated, and the removal mechanism of materials under the combined action of different energies is not completely clear. Therefore, the titanium alloy composite micromachining technology is currently in the stage of concept development and prototype development, and further research is needed to achieve efficient and high-quality titanium alloys. Micromachining.
| Let's Start A New Project Today |
| Get a Free Quote |
Tuofa CNC Machining innovation titanium alloy micro-manufacturing method and technology
Tuofa CNC machining reviewed several important titanium alloy micro-manufacturing methods and technologies, and summarized the advantages and disadvantages of each process. Due to the many difficult-to-machine characteristics of titanium alloys, the processing method of single material removal principle has certain limitations, and composite micromachining technology is currently in its infancy and needs further research. Therefore, future research should focus on the following aspects.
1) For the subtractive micro-manufacturing technology, it is necessary to deepen the understanding of the material removal mechanism and improve the unfavorable factors in the processing process. In addition, it is necessary to further promote the research of composite micromachining technology, and make full use of different processing mechanisms to achieve high-quality processing of titanium alloys.

2) For additive micro-manufacturing technology, it is necessary to further explore low-porosity micro-machining technology and efficient post-processing technology of micro-structure parts, and gradually promote the development of titanium alloy additive micro-manufacturing technology in the industrial field.

3) For the equivalent material micro-manufacturing technology, it is necessary to carry out a feasibility study of low-cost titanium powder, and develop a processing technology adapted to the characteristics of titanium alloy materials to achieve batch high-quality processing.
Titanium alloy microfabrication technology references
[1] Zhao Xiaoqiang, Li Longtao. Titanium Alloy Material Properties and Machining Methods. Tuofa CNC Machining (Cold Working), 2022.
[2] Meng Qingguo, Chao Yaojie, Wang Dahong, et al. Influencing factors and improvement measures of titanium alloy cutting quality. Tuofa CNC Machining (Cold Working), 2022.
[3] Wang Bing, Liu Zhanqiang, Liang Xiaoliang, et al. High-quality and high-efficiency cutting tool technology for titanium alloys. Tuofa CNC Machining (cold processing), 2022.
[4] SING S L, WIRIA F E, YEONG W Y. Selective laser melting of lattice structures: a statistical approach to manufacturability and mechanical behavior[J]. Robotics and Computer-Integrated Manufacturing, 2018, 49: 170-180.
[5] MIRANDA G. A study on the production of thin-walled Ti6Al4V parts by selective laser melting[J]. Journal of Manufacturing Processes, 2019, 39: 346-355.
[6] LIU Y, LI S, HOU W, et al. Electron beam melted beta-type Ti-24Nb-4Zr-8Sn porous structures with high strength-to-modulus ratio[J]. Journal of Materials Science & Technology, 2016 , 32(6):505-508.
[7] GERMAN R M. Progress in titanium metal powder injection molding[J]. Materials, 2013, 6(8): 3641-3662.
[8] DE HGHAN - MANSHADI A, ST JOHN D, DARGUSCH M, et al. Metal injection moulding of non-spherical titanium powders: processing, microstructure and mechanical properties[J]. Journal of Manufacturing Processes, 2018, 31: 416- 423.
[9] HAYAT M D, JADHAV P P, ZHANG H, et al. Improving titanium injection moulding feedstock based on PEG/PPC based binder system[J]. Powder Technology, 2018, 330: 304-309.
[10] PRATAP T, PATRA K. Tribological performances of symmetrically micro-textured Ti-6Al-4V alloy for hip joint[J]. International Journal of Mechanical Sciences, 2020, 182: 105736.
[11] ZIBEROV M, DE OLIVEIRA D, DA SILVA M B, et al. Wear of TiAlN and DLC coated microtools in micromilling of Ti-6Al-4V alloy[J]. Journal of Manufacturing Processes, 2020, 56: 337-349.
[12] TEMMLER A, QI S. Surface Structuring by Laser Remelting (Wave Shape): Microstructuring of Ti6Al4V for a Small Laser Beam Diameter and HighScan Speeds[J]. Micromachines, 2021, 12(6): 660.
[13] WANG Y, KE C, WU T, et al. Nanosecond laser texturing with hexagonal honeycomb micro-structure on Titanium for improved wettability and optical properties[J]. Optik, 2019, 192: 162953.
[14] TONG H, PU Y, YANG J, et al. A special process of 3D servo scanning micro electro discharge machining for machining pierced micro structures of NiTi alloy tube[J]. Journal of Micromechanics and Microengineering, 2019, 29 (6 ): 065003.
[15] FENG G, YANG X, CHI G. Experimental and simulation study on micro hole machining in EDM with high-speed tool elect rode rotation[J]. The International Journal of Advanced Manufacturing Technology, 2019, 101(1-4) : 367-375.
[16] ANASANE S S, BHAT T ACHARYYA B. Experimental investigation on suitability of electrolytes for electrochemical micromachining of titanium[J]. The International Journal of Advanced Manufacturing Technology, 2016, 86(5-8): 2147-2160.
[17] ANASANE S S, BHAT T ACHARYYA B. Experimental investigation into micromilling of microgrooves on titanium by electrochemical micromachining[J]. Journal of Manufacturing Processes, 2017, 28: 285-294.
[18] YUN, FANG X, MENG L, et al. Electrochemical micromachining of titanium microstructures in an NaCl-ethylene glycol electrolyte[J]. Journal of Applied Electrochemistry, 2018, 48(3): 263-273.
[19] XIA H, ZHAO G, LI L, et al. Fabrication of high aspect ratio microgroove on Ti6Al4V by laser-induced oxidation assisted micro milling[J]. Journal of Manufacturing Processes, 2019(45): 419-428.
[20] SINGH P, YADAVA V, NARAYAN A. Parametric study of ultrasonic-assisted hole sinking micro-EDM of titanium alloy[J]. The International Journal of Advanced Manufacturing Technology, 2018, 94 (5-8: 2551-2562.
[21] WANG M, QU N. Investigation on material removal mechanism in mechano-electrochemical milling of tc4 titanium alloy[J]. Journal of Materials Processing Technology, 2021, 295: 117206.
 Stainless Steel Medical Screws - Authoritative Machining Process
Stainless Steel Medical Screws - Authoritative Machining Process 







