 Tel/WeChat:
Tel/WeChat:  Email:
Email: 
 Home
Home3 Axis vs 5 Axis Machining: Technical Differences & Industry Applications

 Apr 23,2025
Apr 23,2025 
Machining has always played a vital role in the manufacturing of parts across different complexity levels. A continuous improvement has been seen in the machining techniques since a long time. Five axis machining is a recent development. It's an advancement in the traditional 3-axis machining.
Manufacturers choose between 3 axis and 5 axis machining depending on the complexity level, cost and ease of manufacturing. Let's look more into the 3-axis vs 5 axis machining and try to understand what best can we achieve from the two different CNC machining types.
What Are CNC Machining Axes? -A Foundation
Axes in CNC machining define the movement of the tool in a give direction. There are multiple types of CNC machines: 3-axis, 4-axis, 3+2 axis and 5 axis machines. Each type gives a certain degree of freedom to the tool to move. More than three axes, actually increases the efficiency but at the cost of money and programming. Let's find out more about the different number of axes machines.
What Are Axes in CNC Machining?
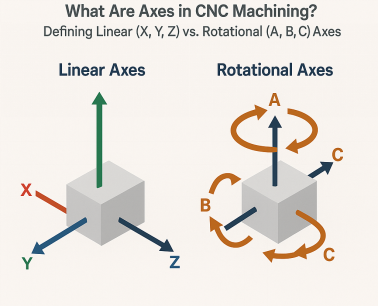
As it can be seen from the above figure there are three linear axis and three rotary axes.
Linear Axes (X,Y,Z): In a 3D space, think of x axis as going left and right, the y axis as moving forward and backward and the z axis are moving up and down.
Rotary axes (A,B,C): A-axis, B-axis, C-axis define movement around X, Y and Z axis.
Core CNC Axis Types Explained
- 3-Axis CNC (X, Y, Z):It is a basic machining type that allows movement along three linear axes. It is ideal for basic milling and routing operations like flat or shallow contoured surfaces.
- 4-Axis CNC (X, Y, Z, A):The additional fourth axis allows rotary movement around a liner axis. It is ideal for rotary cutting for cylindrical parts.
- 5-Axis CNC (X, Y, Z, A/B, C):In 5 axis CNC machining, the tool can move virtually everywhere. It gives full multi-directional control.
- Beyond 5-Axis: What Is a 12-Axis CNC Machine?
These advanced machines integrate multiple spindles and turrets. It gives a great mobility to the tool. The toolpaths are complex. These used for very advanced applications requiring intricate machining.
Why Axis Count Matters for Complexity and Precision
The axis count matters a lot in giving ease of manufacturing. As an example, if an intricate orthopedic implant is to the made through machining. A 3-axis machine would need frequent interruptions and adjustments to align the tool in a required direction. While a 5-axis CNC, would do it automatically without any interruptions. The surface quality would be better in the 5 axis CNC.
3-Axis Machining: Simpler Solution

3-axis machining is cost effective and mass-producing solution for simpler shapes. It is ideal for flat shapes in which the tool needs to move in linear directions. Comparatively, the capital cost is low and programming requirements are less. If the shape to be manufactured is not complex then 3 axis machining is an ideal solution.
How 3-Axis Works: Basics
3 axis machining is the most basic type of CNC. In it the tool moves along x, y and z axis only. It is ideal for machining flat surfaces, simple contours, drilling holes, slotting, and basic milling operations.
What Industries Are Benefit From 3-Axis?
3 axis CNC machines are used for prototyping, woodworking and basic metal parts manufacturing applications.
5-Axis Machining: Best in Complex Geometries

With the movement around two additional rotary axes (A axis and B axis) that the 5 axis CNC provides, many complex geometries can be machined without the need to stop and adjust the tool. It can do machining jobs that were thought to be very laborious using a 3-axis machine.
Types of 5-Axis Machines: Indexed vs. Continuous vs. 3+2
Indexed or 3+2 machining is in essence a 3-axis machine but it acts virtually as a 5-axis machine. Tool is able to move along the three linear axes as in a 3-axis machine. The tool can also be positioned at an angle along the additional 2 rotary axes. But every time machinin has to be stopped for adjusting the position.
In a continuous 5 Axis CNC, the tool can self-adjust as per the CAM (computer aided manufacturing in three linear and two rotary axes. It doesn't need to be stopped for adjustments.
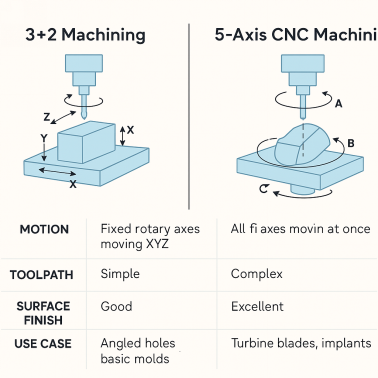
Indexed (Positional) vs. Continuous (Simultaneous) Motion
|
Aspect |
3+2 Machining |
Simultaneous 5-Axis |
|
Motion |
Fixed rotary and moving linear axes |
All 5 axes move at once |
|
Toolpath |
Simple |
Complex |
|
Surface Finish |
Good |
Excellent |
|
Applications |
Angled holes, basic molds |
Turbine blades, implants |
|
Precision |
Moderate |
High |
|
Cost |
Lower |
Higher |
|
Use |
Fixed angles and simpler shapes |
Smooth, organic and complex surfaces |

What Industries Are Benefit From 5-Axis Most?
5 axis machining is most commonly used in advanced industries which require complex geometries. Examples include turbine blades, prosthetics, medical implants and engine parts and aerospace parts.

Main Differences of 3 Axis Vs 5 Axis Machining
Both 3 axis and 5 axis CNC machines have their own advantages and limitations. While the 5 axis CNC machine with a heavy capital investment is preferred by advanced and high precision industries, the 3 axis CNC can be setup at a comparatively lower capital cost and yet an acceptable accuracy for simpler shapes. The below table give a comparison:
|
Aspect |
3-Axis CNC |
5-Axis CNC |
|
Motion |
X, Y, Z (Linear) |
X, Y, Z +B/C (Rotary) |
|
Precision |
Moderate |
Very High |
|
Setup |
Multiple setups |
Single setup |
|
Speed |
Slower |
Faster |
|
Programming |
Simple |
Complex |
|
Cost |
Lower |
Higher |
|
Best For |
Flat parts |
Multi-angled parts |
|
Industries |
Metal aprts ,Wood working and prototyping |
Aerospace, medical and high-tech automobiles |
Movement and Precision
A 3 axis CNC machine allows the tool to move in linear directions only. It is preferred for flat or prismatic parts. Tool setting for curved features is difficult in a 3 axis CNC machine.
A 5 axis CNC machines give a full access to the tool to move almost anywhere that the CAD requires. It is preferred for curved, sloped, or undercut areas. Precision is high even for complex shapes.
Production Speed and Efficiency
A 5 axis CNC give a better production speed as interruptions are negligible and tool need to be adjusted during production. Conversely, a 3 axis CNC machine requires tool adjustment for angles. But a 3axis CNC requires simpler programming. So, it Is quicker for small number of pieces.
Complexity of Parts That Can Be Manufactured
- 3-Axis can produce parts like brackets, covers, housings, and plates quickly.
- 5-Axis is good for use in advanced geometries like impellers, orthopedic implants, injection molds, and aerospace brackets.
3+2 Machining vs. Simultaneous 5-Axis:
A 3+2 CNC machine appears to be the same as a 5 axis CNC. But there is a subtle yet an impactful difference. A 5 axis machine can self-adjust the tool at any angle. While a 3+2 machine, although has the freedom to rotate around 2 axes, requires a manual adjustment.
What Is 3+2 Machining?
A 3+2 CNC machine is also called an indexed 5 axis machine. The toolpath can be rotated around 2 axes, but once it is positioned, it operates like a standard 3 axis CNC machine. In short it is a 3 axis machine having the convenience of setting the tool at an angle by rotating it around 2 axes.
Simultaneous 5-Axis:
Simultaneous 5 axis machine means that it has the ability of multi directional cutting. Tool can access from any angle and literally anywhere. This continuous movement allows the tool to "flow" across complex contours with exceptional precision and surface finish.
Applications: Turbine Blades, Sculptural Forms
Turbine blades and sculptural forms have free-form geometries. A high surface quality is required in these curvy designs. This complexity is difficult to be handled in a normal 3 axis or even a 3+2 axis CNC machine.
When to Choose 3+2 Over Full 5-Axis
A 3+2 CNC might be preferred when although a better tool access and an angled cut is needed, but the curvature is not all over, like a turbine blade. A 3+2 machine is comparatively less expensive and it requires a less complex CNC programming.
How Workpiece Material Affects Axis Choice?
Material properties like yield strength, hardness, thermal conductivity and melting point have an impact on the ease of machining. This ease of machining helps us to determine which material is better suited for how many axes CNC machine.
Metals and Axis Requirements
When it comes to metal machining, there are lots of methods. The most common used is aluminum and titanium:
Aluminum vs. Titanium: When To Choose Axis
Aluminum is comparatively soft, more conductive and less strong than Titanium. Thus a fewer number of axes will suffice due to less cutting resistance and less heat buildup. On the other hand, Titanium is hard, less conductive, stronger and more expensive. A 5 axis might be more suited for Titanium.
Plastics and Composites:
Plastics are thermally sensitive. When clamped too tightly they warp, melt, or deform easily. Thus, more axes might be more suitable.
Multi-Material Parts:
A 5 axis CNC can be a better choice. A 5-axis CNC enables adaptive toolpaths across changing densities and reduces the risk of delamination for layered composites.
Software and Programming of 5 Axis Machining

Considering the complexity of 5 Axis Machining, it also be more difficult in programming, such as the codes, etc. The CAM programming and the onwards G-Codes generation would be more laborious.
CAM Software for 5-Axis
- Mastercam
- Autodesk Fusion 360
- Siemens NX CAM
- HyperMill
- PowerMill by Autodesk
- SolidCAM
- CATIA CAM by Dassault Systèmes)
- GibbsCAM
Toolpath Simulation to Avoid Collisions
A simulation before the actual machining helps in detecting interference between tool, holder and part, Thus any fatal collision can be avoided. The surface quality can be enhanced by optimizing angles considering the simulation.
Post-Processing Challenges in 5-Axis Workflows
There can be issue in post processing due to CAM and CNC programming. Different CNC machines interpret the axes differently. Thus, the CAM software must be fully compatible with the 5 axis CNC, otherwise there be errors in G-Code generation.
Real-World Case Studies: 3 Axis Vs 5 Axis Machining
Let's learn from some specific examples in real-world:
3-Axis Better: Mass-Producing Engine Blocks
A 3 axis CNC machine better suits for parts that have a flat or consistent geometry. Examples include engine blocks, transmission housing and brake components.
5-Axis Better: Aerospace Turbine Blade Fabrication
A 5 axis CNC machine better suits for parts that have a curved, twisted and free-from geometry. Examples include jet engine turbine blades, impellers and wing components.
Hybrid Approach: Automotive Prototyping with 3+2
A 3+2 machine is preferred when an angled positioning is required with less cost and a less programming complexity. Examples can be enclosures, headlight housings, dashboards.
Conclusion: How To Choose?
A 3 axis CNC is valued for its simplicity, inexpensiveness and less programming requirement. But it's use can be limited. On the other hand a 5 axis CNC is preferred in advanced applications where precision is valued more than cost. There are certain geometries which can be machined only on a 5 axis. The choice depends mainly on the application requirements, ease of machining and cost.
Does 5-Axis Solves Everything? -Common Myths FAQ
Here are some common myths FAQs about 5-axis machining:
Myth 1: "5-Axis Machines Always Finish Parts in One Setup"
Although a 5 axis can finish the parts in one setup only, but it is not always true. In some complex geometries repositioning, special fixturing, or secondary operations like inspection, deburring, or assembly may be required.
Myth 2: "3-Axis Is Out Of Time"
3 axis CNC machines are still more common than 5 axis CNC machines. They can produce parts at less cost and these may give a high throughput. 3 axis CNC is ideal for parts having flat surfaces, slots, holes, and simple contours.
Myth 3: "5-Axis With Better Surface Finishes"
Surface finish depends on toolpath strategy, speed settings and tool sharpness. A 5 axis CNC machine with a bad programming will give a poor surface finish. While a 3 axis CNC machine with a good programming might give a mirror like surface finish. It all depends on CNC programming, toolpath strategy, speed settings and tool sharpness.
 Types of Bearings Explained: Main Types, Applications & Housing
Types of Bearings Explained: Main Types, Applications & Housing 







